

4.4.1 Технологічне використання електрогідравлічної обробки
матеріалів
Електрогідравлі чну обробку застосовують для
штампування, витяжки, розвальцювання і подібних операцій
129
4.4 Електрогідравлічні установки
В о с н о в і е ле к т р ог і др а в л і ч н и х ус т а н о в ок л е ж и ть
е лек т ро гі д ра влі ч н и й еф ек т, що в и ни ка є у п р о це сі високовольтного імпульсного розряду в рідині.
Електрогідравлічний ефект - це виникнення високого тиску в результаті високовольтного електричного розряду між зануреними в непровідну рідину електродами. За рахунок енергії імпульсної ударної хвилі, яка поширюється навколо
вигляді електромагнітних хвиль. Між нагрітими тілами,
розміщеними у прозорих середовищах у межах видимості між ними, за рахунок теплових променів завжди проходить променевий теплообмін.
Променевий тепловий потік абсолютно чорного тіла Fпр,
випромінюваний тілом у всіх напрямках, визначають на підставі
закону Стефана-Больцмана:
êk (ñí ) S , Âò
каналу розряду в робочому середовищі, виникає тиск до де cч ‒ випромінювана здатність абсолютно чорного тіла; 300 МН/м2. e =(0 ÷ 1) ‒ степінь чорноти тіла (для абсолютно білого тіла e
Отже, електричний розряд у рідині - це новий спосіб =0, для абсолютно чорного ‒ 1); 0
перетворення електричної енергії в механічну, який здійснюють Q‒абсолютна температура, К .
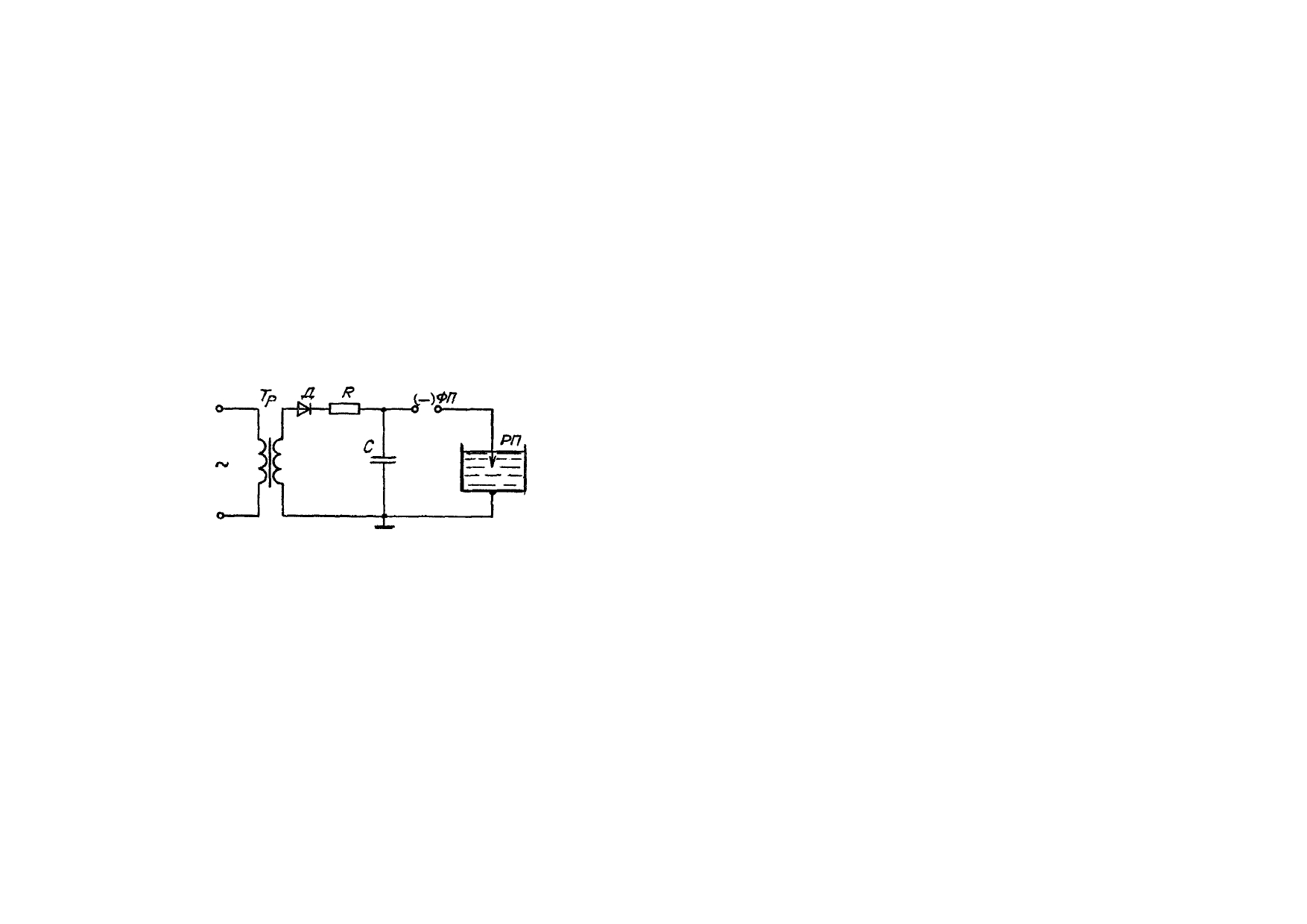
без проміжних ланок і з високим ККД. Принципова електрична - Рівняння променевого теплового обміну між нагрівним
схема електрогідравлічної обробки приведена на рис. 4.22. елементом та поверхнею тіла, яке нагрівають
де P ‒ потужність печі, Вт;
Sтіла ‒ площа поверхні нагрівного елемента (НЕ), м2;
Qвипр, Qтіла‒температура НЕ та тіла (виробу) в К0;
e в и п р т а e т і л а ‒ в і дп о в і д н о к ое ф і ц і є н т и т е п л о в о г о
випромінювання НЕ та виробу (отримують за довідниками).
2.2 Матеріали, які використовують для виготовлення
електричних печей
В процесі будівництві електропечей крім звичайних
Рисунок 4.22 - Електрична схема електрогідравлічної
обробки
Елементами схеми є підвищувальний трансформатор ‒ Тр,
конструктивних матеріалів використовують низку специфічних матеріалів, призначених для роботи у високих температурах. Це вогнетривкі і теплоізоляційні матеріали для теплової ізоляції тіл, що нагрівають, від навколишнього середовища та жаротривкі
випрямляч ‒ Д, нагромаджувач енергії ‒ С, формуючий
матеріали, які використовують
на виготовлення нагрівних
проміжок ‒ ФП і розрядний проміжок ‒ РП.
Іскровий високовольтний розряд у рідині характерний дуже ш в и д к и м пе р е т в о р е н ня м п р и д б а н о ї в н а г р о м а д ж у в а ні електричної енергії в теплову, світлову, механічну тощо.
В процесі пробою практична не стикованість рідини призводить до появи такого явища, як електрогідравлічний удар, що ще більше підсилює дію електричного вибуху.
В утворенні і розвитку іскрового каналу в рідині можна
виділити такі стадії:
128
елементів конструкцій печей. Роль цих матеріалів для економії електроенергії суттєва. Втрати тепла через стіни електричної печі займають 15% - 25% від всіх теплових втрат і їх можливо значно знизит и за рах уно к використання во гнетривкої та високовогнетривкої теплоізоляції.