

3.1.3 Спеціальні види дугового зварювання
3.1.3.1 Автоматичне зварювання під шаром флюсу
У такому виді зварювання дуга горить між електродним
дротом і зварною деталлю під шаром дрібнозернистого флюсу, що ізолює дугу від зовнішнього простору (рис. 3.8). Отже, втрати тепла мінімальні; можна працювати за значно більших (500‒3000 А) струмів, ніж у процесі ручного зварювання, що суттєво підвищує продуктивність праці (40‒150 м/год шва);
створює умови для одержання високоякісного однорідного шва
без помітної дії кисню і азоту з повітря на зварну ванну.
З в а р ю в ал ь н і а в т о м а т и з а б е з п е ч ую т ь м ех ан і з о в а не збудження і підтримування дугового розряду, подачу зварюваних матеріалів і переміщення дуги вздовж лінії зварювання.
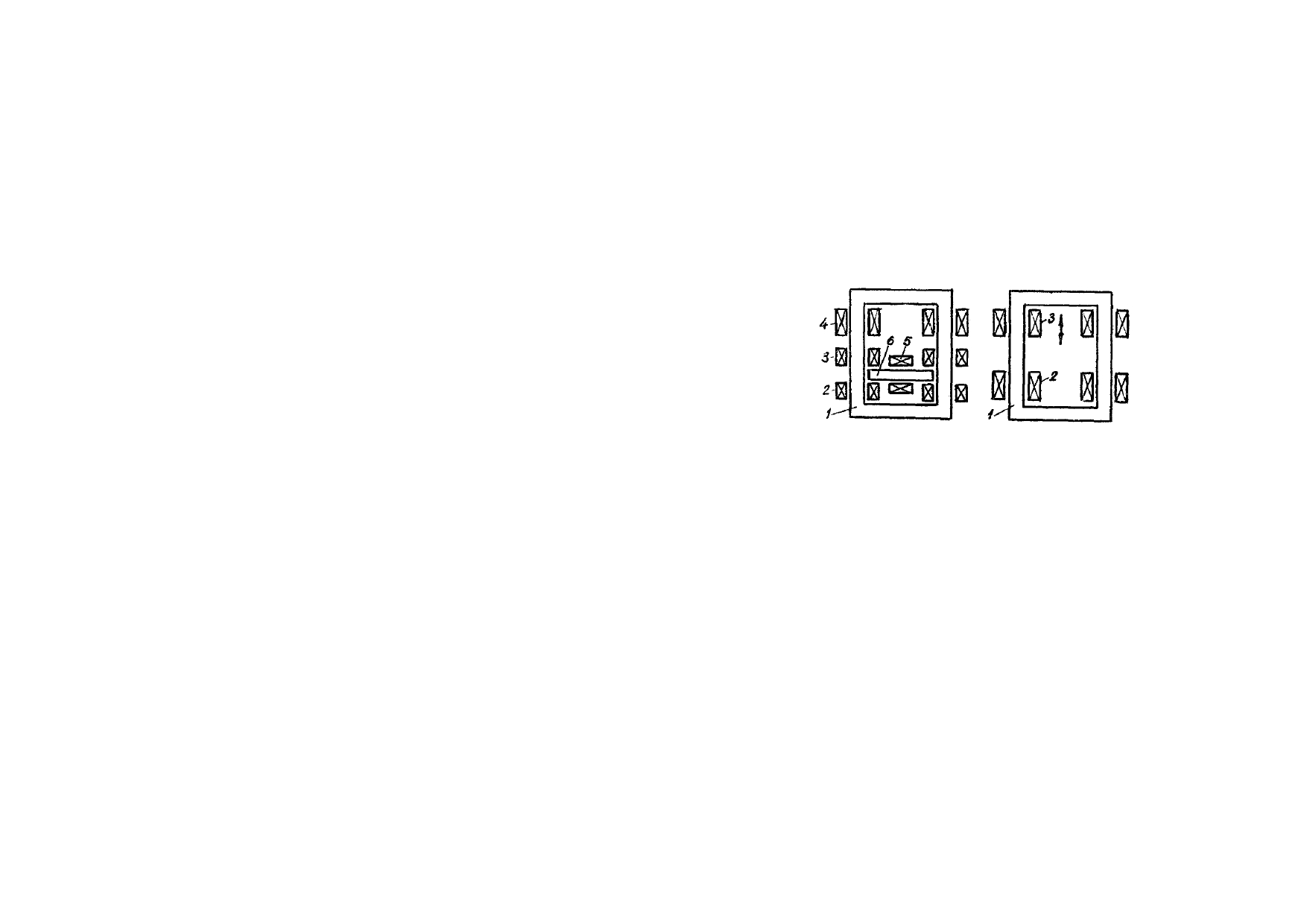
а - у повздовжньому магнітному полі;
б - у поперечному магнітному полі
Рисунок 2.30 - Схеми індукційних установок неперервної дії
Індукційне загартування полягає у швидкому нагріванні поверхні виробу з подальшим швидким охолодженням на повітрі, у воді або оливі. За такого нагрівання можна в багато разів зменшити об'єм металу, що нагрівають (у порівнянні з глибинним нагрівом) і значно скоротити витрату електроенергії.
2.6.4 Установки діелектричного нагрівання
Діелектрики мають погану електричну провідність, тому
втрати від струмів провідності в них дуже малі. Проте, якщо
64
1 - електродний дріт; 2 - ролики для підводу струму і
подачі електродного дроту; 3 - зварювані вироби; 4 - закрита
дуга; 5 - захисний флюс
Рисунок 3.8 - Принцип автоматичного зварювання під
шаром флюсу
Зварювальні автомати мають механізми пересування,
коректування напряму і положення електрода, змотування електродного дроту, пристрої подачі і відсмоктування флюсу, апаратуру для подачі і зміни витрати газу. Вони здійснюють подачу дроту з постійною або регульованою швидкістю.
79
Uд с
 До
переваг
зварювальних
випрямлячів
слід
віднести
До
переваг
зварювальних
випрямлячів
слід
віднести
рівномірне завантаження силової мережі змінного струму і краще використання трансформатора, що живить випрямляч. Д и н а мі ч ні в л а с т и в о с ті в и п р я м л яч і в ( і з -з а з м е н ш е н о ї електромагнітної інерції) кращі ніж у генераторів постійного струму.
Струм і напруга змінюються у процесі перехідних процесах практично миттєво. ККД випрямлячів теж трохи вищий ніж у зварювальних перетворювачів з генератором постійного струму.
У порівнянні її зварювальними трансформаторами трифазні випрямлячі забезпечують більшу стабільність дуги, особливо на
діелектрик помістити між механічними обкладинками і
прикласти до них змінну напругу, то внаслідок процесів зміщення в ньому мають місце діелектричні втрати. Діелектричні втрати і втрати від малих струмів провідності викл икаю ть наг ріва ння діелек тр ика. Це явище і використовують, у промисловості для діелектричного
нагрівання неметалічних матеріалів (рис. 2.31)
Матеріал, який нагрівають 1, розміщують між металічними обкладинками 2 (утворюють робочий конденсатор) і вмикають в ємнісне відгалуження коливного контуру.
Потужність, що виділяється у робочому конденсаторі з
малих струмах, тому напруга неробочого стану їх може бути понижена.
Найбільше поширення одержали схеми, які забезпечують мінімальну пульсацію випрямленого струму для ручного та автоматичного зварювання (ВСС, ВКС, ВД).
плоскопаралельними електродами: 2
P = UI cosf = U 2pfC cosf,
де С - ємність робочого конденсатора, Ф; f - частота високочастотного генератора, Гц.
Рисунок 3.7 - Принципова схема випрямляча
(одно постової зварювальної установки)
Випрямляч ВСС‒300 (рис. 3.7) є одно постовою
зварювальною установкою - понижуючий трансформатор - Тр, блок селенових шайб - В, реактор - Р для підвищення стійкості горіння дуги та вентилятора.
Трифазний понижуючий трансформатор виконаний зі збільшеним магнітним розсіюванням. Це забезпечує одержання сімейства спадаючих зовнішніх характеристик.
78
Рисунок 2.31 - Схеми розміщення матеріалу, що нагрівають
в електричному полі конденсатора
Оскільки в установках діелектричного нагрівання кут зсуву фази між напругою і струмом наближається до p/2, то можна зробити заміну cosf = tgd, де d - кут діелектричних втрат, що доповнює кут f до p/2. Отже, потужність, що виділяється в
конденсаторі
PU 22fCtgU 22fa( S )tg,
l
де ea=e0e - абсолютна діелектрична проникність матеріалу, Ф/м;
S - площа обкладинок робочого матеріалу, м2; l - відстань між
65
пластинами конденсатора, м; e0=8.85·10-12 Ф/м - електрична
постійна; e - відносна діелектрична проникність матеріалу, який
нагрівають.
Потужність (кВт/м3), яка виділяється в одиниці об'єму
діелектрика (конденсатора),
Р = 5.55eа аE2tgd,
де E = U/l - напруженість електричного поля в конденсаторі,
кВ/м.
Залежно від частоти струму розрізняють такі установки
діелектричного нагрівання:
1) установки середньохвильового діапазону (f = 0.3-3 МГц),
що мають ККД, рівний 0.5‒0.6. Застосовують їх для
матеріалів з великим фактором втрат, високою вологістю і
відносно великою масою;
2) установки короткохвильового діапазону (f = 3÷30 МГц),.
ККД яких складає 0.55‒0.4. Застосовують для нагрівання
матеріалів з меншим фактором втрат, ніж у установках середньохвильового діапазону і меншої маси матеріалу мої
обкладинками робочого конденсатора;
3) установки ультракороткохвильового діапазону (f=30- 300МГц), ККД яких є 0.4‒0.3. Їх використовують для
нагрівання матеріалів з малими втратами.
Області застосування і можливості методу високочастотного діелектричного нагрівання дуже широкі. В и сок оч аст о тні уст ано вк и ді е лек тр ич н ого н агрі в ан н я застосовують для сушіння ливарних стержнів і форм, деревинних волокнистих мас, бавовни, паперу і інших матеріалів, склеювання виробів із деревини і пластмаси, фанери, картону та ін.
У харчовій промисловості ці установки використовують для високоякісного і швидкого просушування продуктів, розмороження риби, м'яса, овочів, фруктів і т.д.
У комплект установки діелектричного нагрівання входять високочастотний генератор; система захисту і сигналізації; технологічний вузол.
Принципова схема високочастотного генератора на тріоді приведена на рис. 2.32.
66
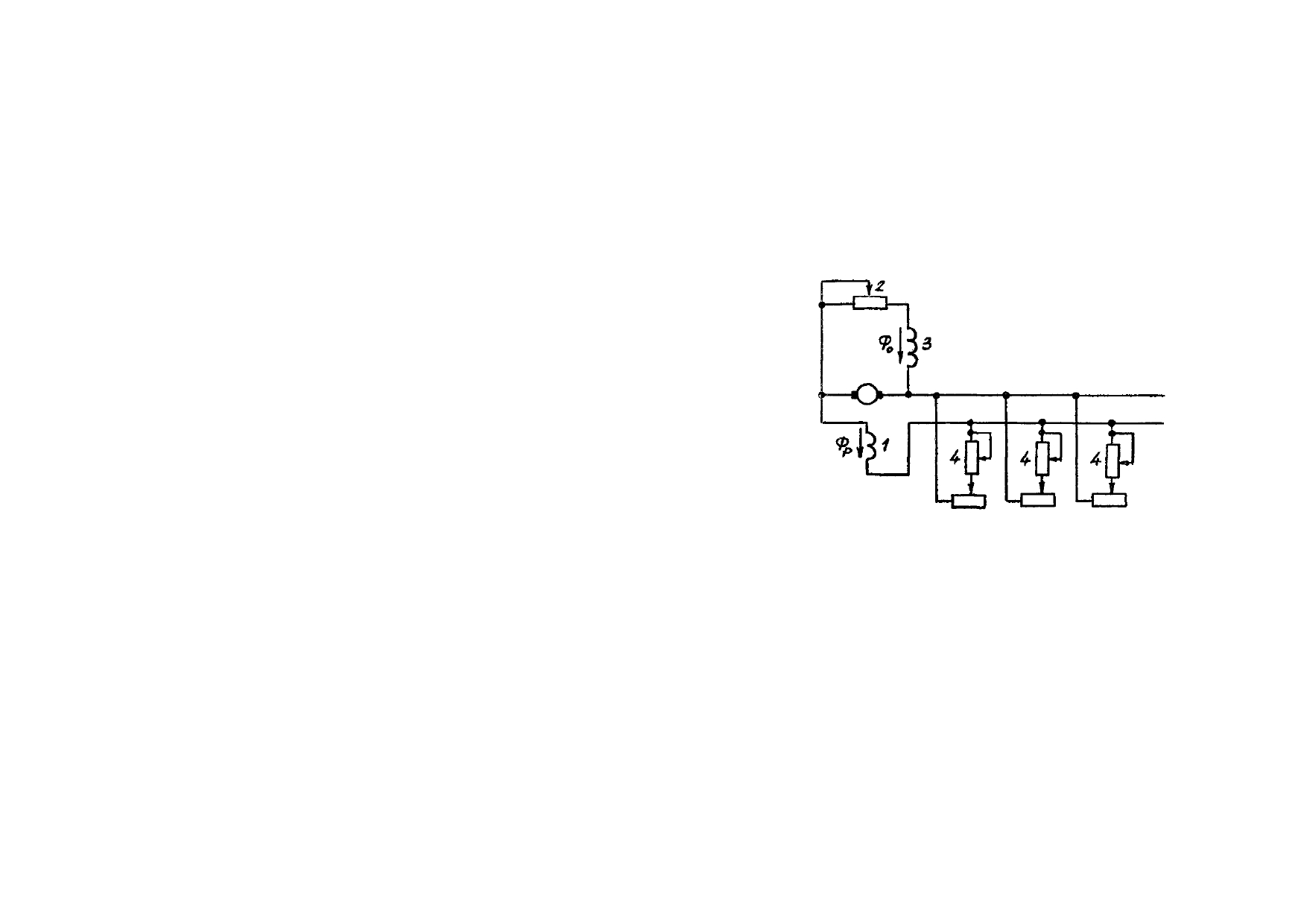
Генератори з жорсткими і пологими характеристиками
часто використовують як багатопостові джерела живлення (рис. 3.6). Такий генератор представляє собою машину постійного струму зі змішаним збудженням. Для виключення впливу одного зварювального поста на інший зовнішня характеристика генератора повинна бути жорсткою в усьому діапазоні навантажень. Тому магнітні потоки паралельної 3 і послідовної 1 обмоток збудження направлені однаково.
Рисунок 3.6 - Схема установки багатопостового
зварювання з баластними реостатами
Напругу неробочого ходу встановлюють за допомогою
реостата 2. Кожний пост приєднують до електричного генератора через баластний реостат 4, який уможливлює регулювання режимом зварювання у широких межах.
Зварювальні випрямлячі - уніфіковані і складені з двох основних елементів: трансформатора з пристроєм регулювання і блоку вентилів.
Конструкції трансформаторів аналогічні до наведених вище, але в основному вони - трифазні. Зварювальні випрямлячі збирають, зазвичай, за трифазною мостовою схемою Ларіонова з селеновими або кремнієвими вентилями. Останні дорожчі, проте мають більш високий ККД.
77
зовнішню характеристику досягають за рахунок зменшення
основного магнітного потоку генератора потоком послідовної обмотки. Живлення незалежної обмотки збудження здійснюють від генератора або випрямляча.
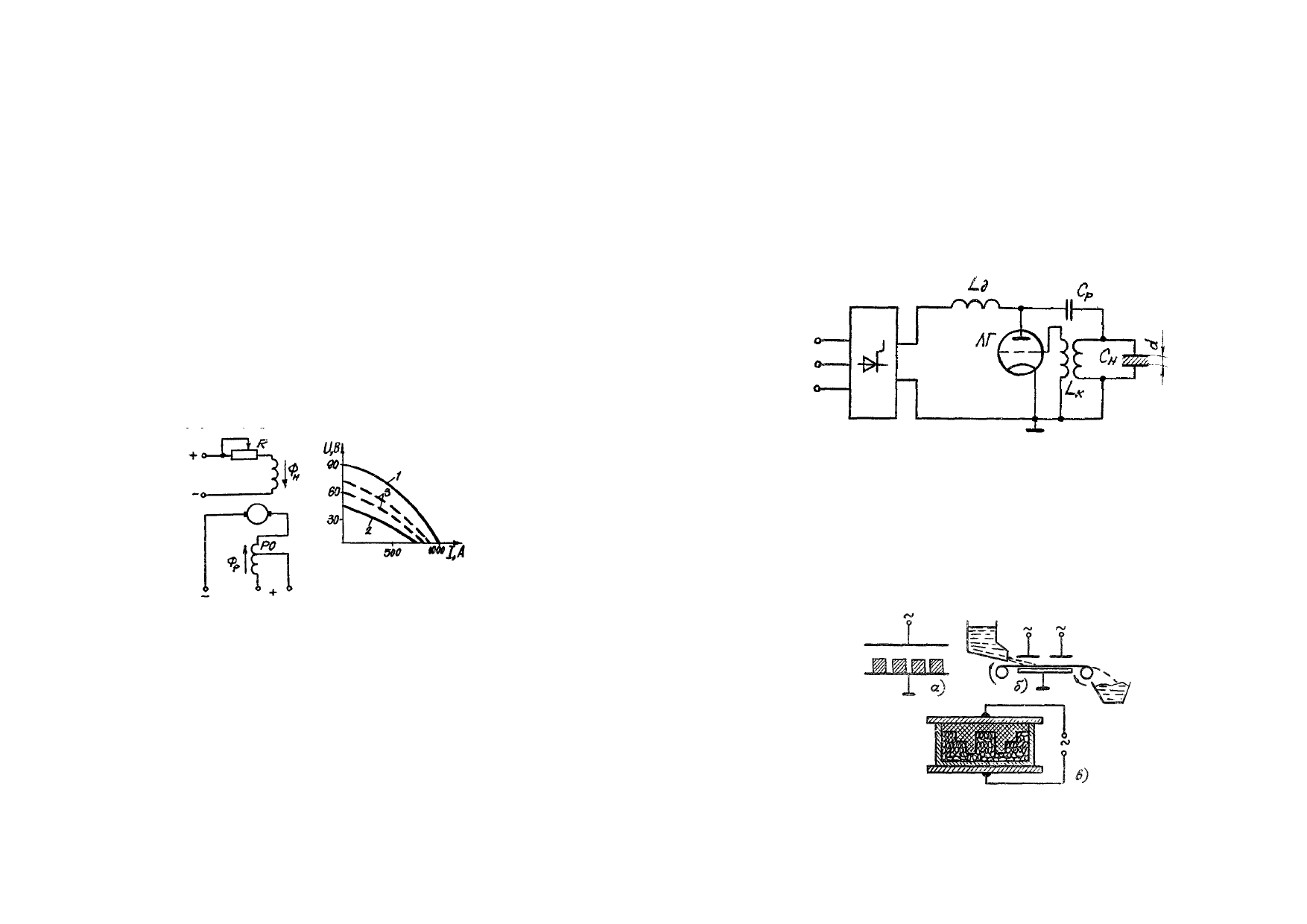
3 ) г е н е р а т о р и з н а м а г н і ч ую ч о ю п а р а л е л ь н о ю і розмагнічуючою послідовною обмотками, в яких спадаючу зовнішню харак теристик у створюю ть за рахунок розмагнічуючої дії потоків послідовної обмотки і реакції якоря генератора.
Наприклад, на рис. 3.5, а приведена принципова електрична схема генератора незалежного збудження з послідовною розмагнічуючою обмоткою. Обмотка незалежного збудження приєднана до напівпровідникового випрямляча,
струм обмотки збуджує потік Fн , який регулюють реостатом.
Розмагнічуюча обмотка увімкнена послідовно у зварювальне
коло, потік через неї Fр - пропорційний струму зварювання І,
направлений на зустріч потоку Fн.
1 - за повністю виведеного реостата; 2 - за повністю уведеному реостаті;
3 - за частково уведеного реостата
Рисунок 3.5 - Принципова електрична схема та зовнішні
характеристики генератора незалежного збудження
Напруга на дузі - Ud = c(Fн - Fр) - Rя I (для неробочого
ходу І = 0, Fр = 0 і Ud = cFн). У процесі зварювання І > 0 і Fр > 0,
тому напруга на дузі зменшується (рис. 3.5, б). Струм короткого
замикання - Ікз регулюють зміною кількості витків
розмагнічуючої обмотки.
76
Конструкцію технологічного вузла визначається за видом
матеріалу, що нагрівають. Деякі схеми технологічних вузлів, установок діелектричного нагрівання показані на рис. 2.33.
Схеми технологічних вузлів для нагрівання і сушіння крупно-габаритних виробів і порошкоподібних матеріалів приведені на рис. 2.33 а, б. В процесі діелектричного нагрівання температура всередині матеріалу вища, ніж у поверхневих шарах, з яких виділяться волога.
Ld - індуктивність дроселя, який захищає випрямляч від
високої частоти; ЛГ - ламповий генератор; С p - конденсатор;
Сн - ємність нагрівального конденсатора; Lk - індуктивність коливного
контуру
Рисунок 2.32 - Схема високочастотного генератора
для діелектричного нагрівання
Рисунок 2.33 - Схеми технологічних вузлів
67
діелектричного нагрівання
На рис. 2.33, показана схема технологічного вузла для виготовлення виробів із пінопласту. У процесі формування різних видів виробів вихідну сировину розміщують у формах або робочих порожнинах у яких повторюють конфігурацію виробу.