

4.3 Ультразвукові установки
Ультразвуковий метод обробки відноситься до методу механічної
дії на матеріал. Ультразвуковим він називається тому, що частота
печі і надійність роботи штовхального механізму, що є за межами робочої камери.
Недоліки: непродуктивна витрата електроенергії на нагрівання транспортуючих пристроїв і, внаслідок чого, невисокий ККД( m=0.5-0.7).
ударів відповідає ді5апазону невідчутних на слух звуків, тобто частота
складає від 16 до 10 кГц.
Звукові хвилі - це механічні потужні коливання, які можуть розповсюджуватись тільки у пружному середовищі на відміну від електромагнітних коливань. Довжина звукової хвилі l = u/ƒ де u - швидкість розповсюдження хвилі; ƒ - частота хвилі: Швидкість
розповсюдження звукової хвилі залежить від густини середовища, в
якому рухається хвиля:
1
в рідинах і
112
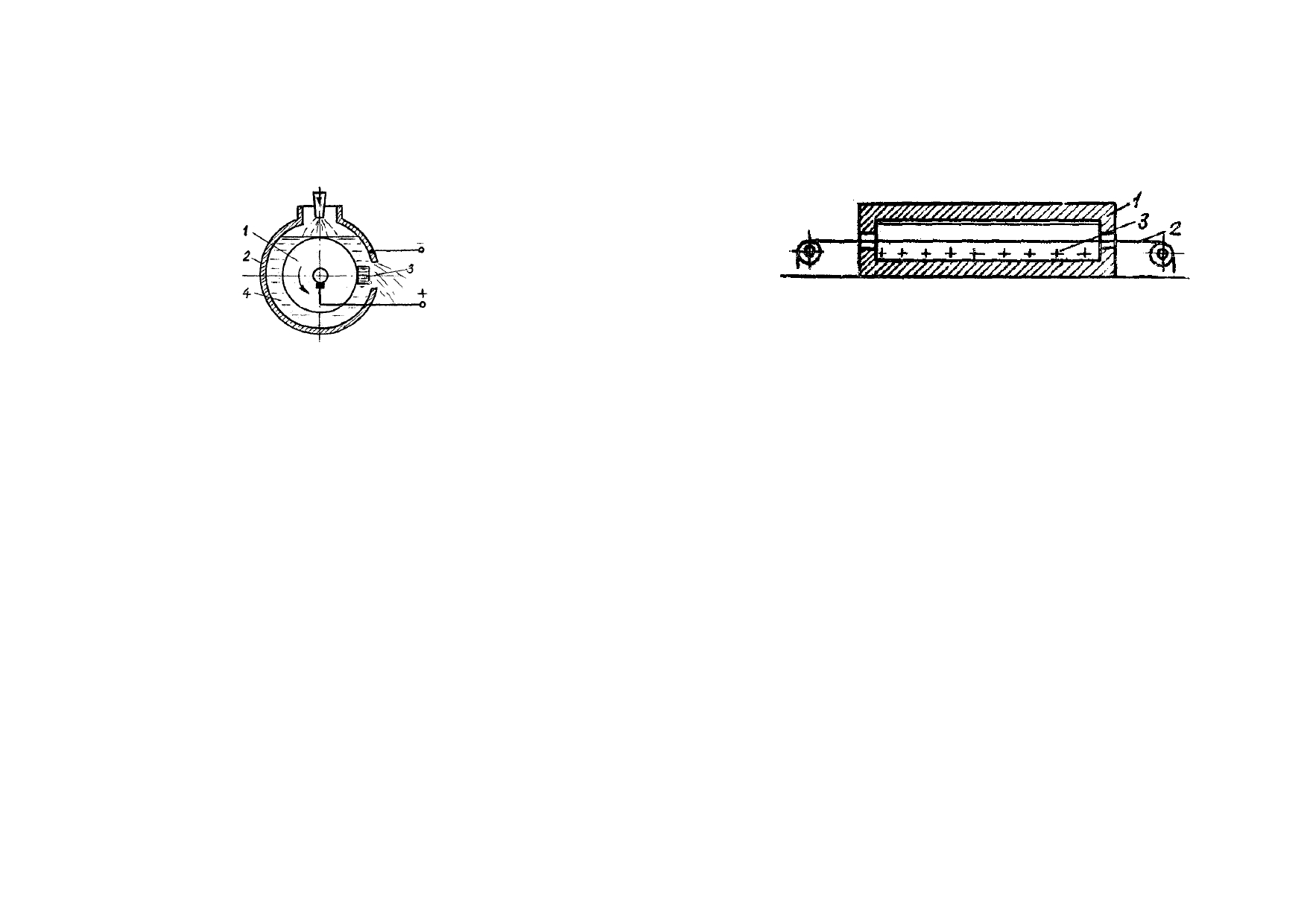
1 ‒ обертовий під; 2 ‒ вироби; 3 ‒ завантажувальний отвір;
4 ‒ механізм обертання; 5 ‒ теплоізоляційний корпус
Рисунок 2.10 ‒ Схема карусельної печі
31
Карусельні печі (рис. 2.10) мають кільцевий обертовий під, на який через, завантажувальний отвір подають вироби. Переміщуючись разом з кільцевим подом, вироби нагріваються і, здійснивши майже повний оберт, їх вивантажують через
розвантажувальний отвір, що є поряд зі завантажувальним.
Перевагою карусельних печей є те, що вони не мають всередині жаротривких деталей і механізм обертання поду знаходиться п за піччю. Тому робоча температура печей цього типу практично обмежена граничною температурою матеріалу нагрівників.
Барабанні печі (рис. 2.11) містять всередині печі шнек ‒
жаротривкий барабан зі спіраллю 1 ‒ Архімеда.
приєднаний електрод-заготовка. Проміжок між електродами
заповнюють розчином електроліту.
Зовнішня сила, що прикладають до електрода-інструмента, викликає силу тертя. Таким чином для обробки деталі затрачається і механічна енергія, яка значно менша за електричну.
Анодно-абразивна обробка знімає виступи на заготовці. У впадинах матеріал зменшується менш інтенсивно. У процесі роботи зерна зношуються і проміжок знижується. Проходять пробої шару електроліту, які призводять до вигоряння в'яжучої речовини круга (графіту, бакеліту) і проміжок відновлюється.
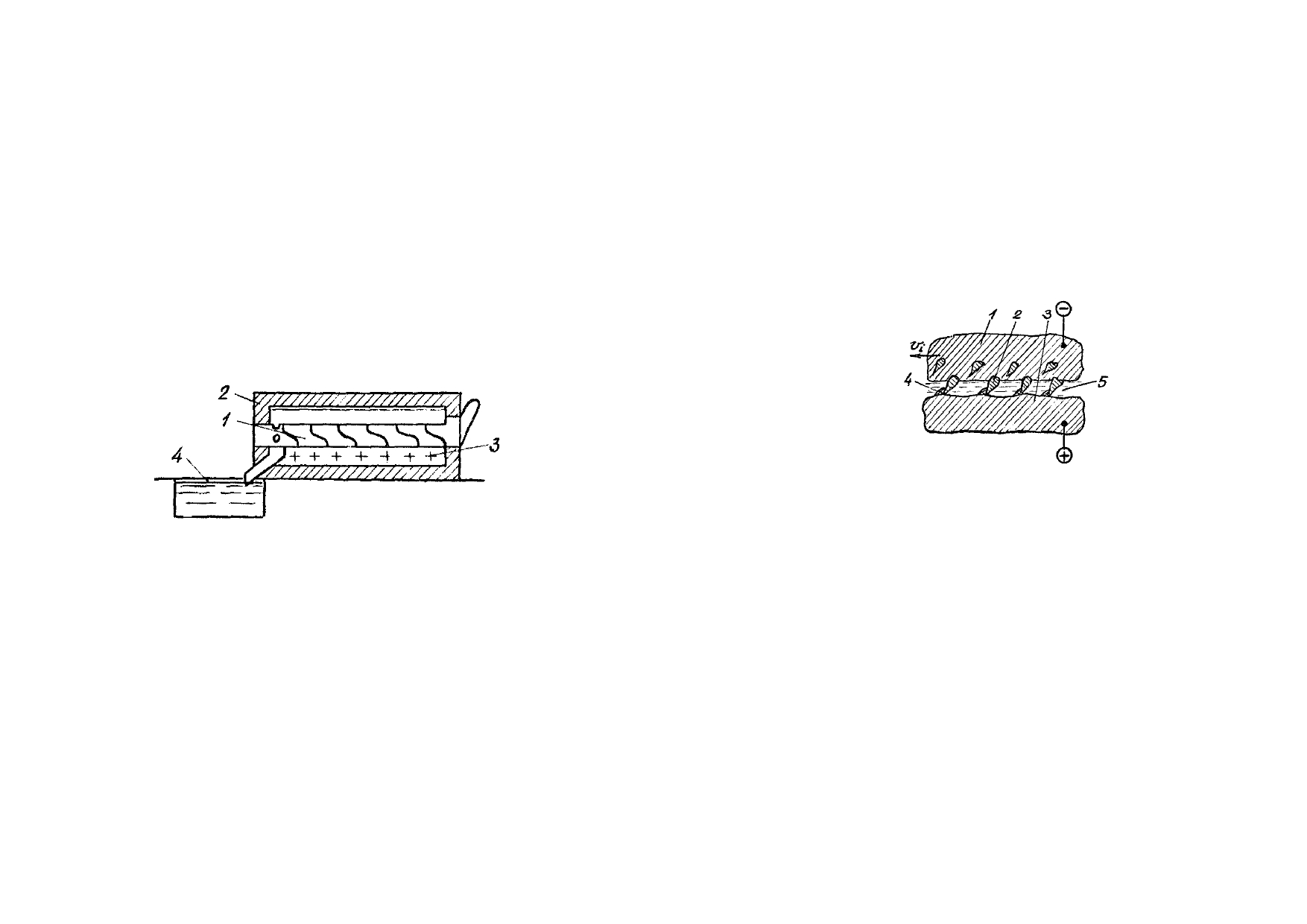
1 - електрод-інструмент (абразивний круг); 2 - зерна абразиву; 3 - електрод-заготовка (деталь); 4 - анодна
плівка (продукт розчинення); 5 - розчин електроліт
1 ‒ жаротривкий барабан; 2 ‒ теплоізоляційний корпус;
З ‒ нагрівальні елементи; 4 ‒ бак для загартовування
Рисунок 2.11 ‒ Схема барабанної печі
За умови обертання барабана вироби перекочуються та поступово переміщуються від кільця завантаження до - розвантаження. Барабанні електропечі призначені для термічної обробки, загартування дрібних стальних виробів, що мають круглу, без гострих країв форму (ріжки, кульки, дрібні кільця тощо). Безпосередньо під камерою печі розміщений бак для загартовування - 4, в який подають з розвантажувального лотка нагріті вироби.
Протяжні печі (рис. 2.12) призначені для термічної обробки дроту, прутків, стрічок, тонкостінних труб із чорних і кольорових
32
Рисунок 4.11 - Схема міжелектродного проміжку для анодно
-абразивної обробки
Принципова схема установки для анодно-абразивної обробки показана на рис. 4.12. У процесі шліфування оброблювана деталь 2 з'єднана з додатнім полюсом джерела постійного струму, а абразивний круг 1 - з струмопровідним наповнювачем - з від'ємним полюсом.
Важливою умовою проведення процесу обробки з високою продуктивністю і за порівняно малої енергомісткості є правильний вибір електролітів 3. В основному це водні розчини нейтральних солей, найчастіше хлористого натрію.
Особливості анодно-абразивної обробки:
1) порівняно невисока продуктивність обробки (10 -20 мм3/
мкс);
111
2) відсутність загусениць, тріщин та інших дефектів, що металів. Така піч - муфель з нагрівниками, в якому переміщення
виникають при звичайному шліфуванні. виробів здійснюють протяганням від спеціальних протяжних або
Електроліти, які використовують для анодно-механічного намотувальних пристроїв, що є перед завантажувальним і
шліфування - це розчини солей (NaCI, NaF, KNO3 та інш.). розвантажувальним отворами печі.
1-заготовка (анод); 2-кожух (катод); 3‒електронейтральний
інструмент; 4-електроліт
Рисунок4.10 - Схема чистового анодно-механічного
шліфування