

2.3.3 Термоелектричні термометри (термопари)
Термопара ‒ це зварені в одній точці два провідники із
спеціально підібраних різних металів. За умови нагрівання спаю до будь-якої температури на холодних (вільних) кінцях провідників виникає пропорційна температурі термо-е.р.с. Термопари уможливлюють вимірювання температур до 2500 °С.
До матеріалів термопар застосовують низку вимог:
- максимальна термо-е.р.с.;
- жаротривкість;
22
1 - насос; 2 ‒ фільтр; 3 ‒ генератор високої частоти;
4 - ультразвукові перетворювачі; 5 -
транспортер;6 ‒ ванна
Рисунок 4.19 - Схеми ультразвукової установки для
очистки деталей
Вироби, які очищають, подають насосом 1 через фільтр 2. Ультразвукові перетворювачі 4, що живляться від генератора 3, створюють у ванні ультразвукові коливання, Кавітаційні процеси, які виникають при цьому в рідині, викликають руйнування поверхневих плівок.
121
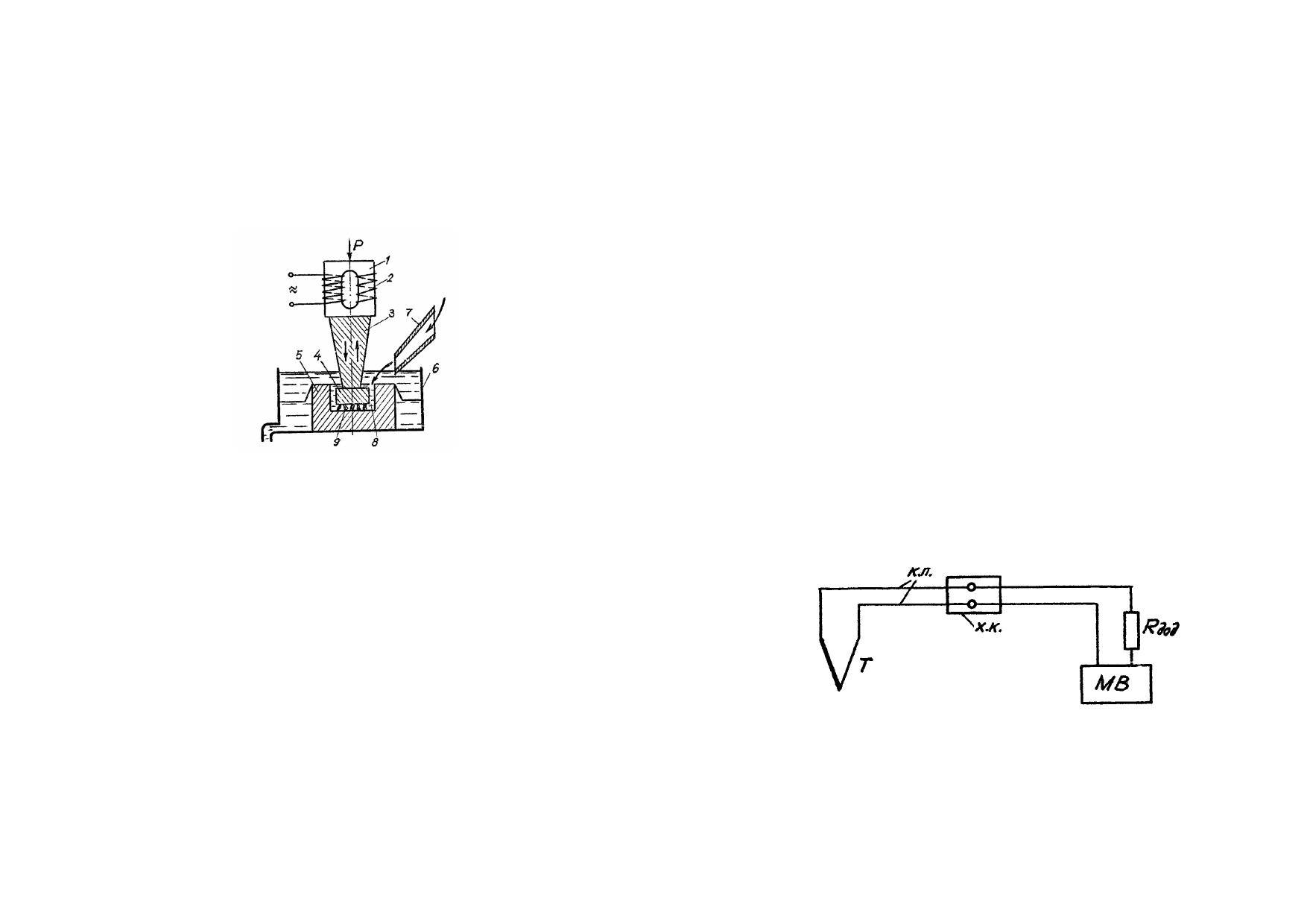
Загальна схема ультразвукової розмірної обробки
приведена на рис. 4.18. Обмотка 2 магнітострикційного перетворювача 1 приєднана до генератора ультразвукової частоти. Через акустичний трансформатор 3 коливання передається на робочий інструмент 4, що здійснює коливні рухи у суспензії 8, яка складається із рідини і абразиви. Суспензію подають через сопло 7.
Рисунок 4.18 - Загальна схема ультразвукової обробки
Оброблюваний матеріал 5 разом з робочим інструментом 4 занурені у рідину у ванні 6.. Під дією ультразвукових коливань частини абразиву 9 здійснюють рухи з прискоренням, які у тисячі раз перевищують нормальні прискорення сили тяжіння. В результаті частини абразиву з силою, яка перевищує у декілька тисяч раз їх власну вагу, ударяють у оброблювану деталь. Довбаючі дії частинок абразиву приводять до сколювання частинок оброблюваного матеріалу і поступовому заглибленню інструменту в матеріал.
Основні недоліки ультразвукової розмірної обробки:
1) порівняно невелика площа обробки;
2) обмежена глибина (не більше 40 мм);
3) велика енергоємність процесу;
- постійність у часі фізичних властивостей;
- хімічна інертність.
Найпоширеніші матеріали для виготовлення термопар:
- платина;
- мідь;
- платинородій (90% Рl +10% Rh);
- хромель (90% Ni +10% Cu); - копель (56% Cu + 44% Ni); - алюмель (95% Ni'і + 5% Al).
Добре зарекомендували себе та найпоширеніші термопари:
- мідно-копелеві ‒ ТМК (Qдоп =3500С);
- хром ель- алюмелеві ‒ТХА (Qдоп =10000С);
- хром ель-копелеві ‒ ТХК (Qдоп =6000С);
- платанородій-платинові ‒ТПП (Qдоп =13000С); Вольфрамо-ренієві -ТВР (Qдоп =22000С).
Для вимірюваний термо-е.р.с. використовують пірометричні
мілівольтметри та потенціометри.
Компенсаційні провідники підбирають до кожного типу термопар так, щоб вони не змінювали величину вимірювального термо-е.р.с. Холодні, кінці термопар поміщають у спеціальний термостат, який забезпечує постійність їх температур або встановлюють спеціальні коробки холодильних спаїв для компенсації похибок.
Т ‒ термопара; х.к. ‒ холодні кінці термопари; к.л. ‒
4)
низька продуктивність, великий знос інструмента для обробки деталей із твердих сплавів і загартованих сталей.
120
компенсаційні провідники; Rдод ‒ додатковий опір для підгонки
опору зовнішнього кола; МВ ‒ мілівольтметр
Рисунок 2.3 ‒ Принципова схема вимірювання температури за
допомогою термопари і мілівольтметра
23
