

1.6. Расчет размеров транспортной партии деталей и серии изделий
Основное технико-экономическое преимущество серийного производства перед единичным, заключается в том, что вся партия деталей запускается в производство одновременно. Это обеспечивает повторяемость операций, при которой выгодно широко применять специальные приспособления и инструмент. В серийном производстве возникает необходимость определения, размера партии деталей и периодичности их запуска в производство.
Упрощенно размер партии рассчитывается по формуле:
 (1.17)
(1.17)
![]() – количество
дней запаса деталей для бесперебойной
работы участка (Таблица 6.3)
– количество
дней запаса деталей для бесперебойной
работы участка (Таблица 6.3)
![]()

Число повторений запуска (выпуска) партии деталей в течение месяца определяется по формуле:
![]() (1.18)
(1.18)
![]() – месячная
программа выпуска деталей (изделий),
равная:
– месячная
программа выпуска деталей (изделий),
равная:
![]() (1.19)
(1.19)
![]()
![]()
Периодичность запуска (выпуска) партии деталей (изделий) определяется по формуле:
![]() (1.20)
(1.20)
![]() – количество
рабочих дней в месяце (Таблица 6.3).
– количество
рабочих дней в месяце (Таблица 6.3).
![]()
1.7. Расчет длительности производственного цикла
Важнейшими факторами, влияющими на организацию производственного процесса, являются длительность и структура производственного цикла.
Длительность производственного цикла – это время от начала до окончания производственного процесса изготовления одного изделия: машины, узла, детали.
Основой организации и совершенствования производственного цикла является экономия рабочего времени, полная ликвидация или сведение к минимуму различных перерывов. Поэтому необходимо решить эти задачи путем всемерной унификации деталей, повышение их технологичности, совершенствования технологического процесса и других мероприятий.
Длительность производственного цикла детали во многом зависит от способа передачи партии обрабатываемых деталей с одного рабочего места на другое, т.е. от вида движения партии деталей в производственном процессе.
Известны три способа передачи партии деталей (три вида движения): последовательный, параллельный и параллельно-последовательный.
Последовательный вид – вся партия деталей последовательно проходит обработку по всем операциям технологического процесса, каждая последующая операция начинает выполняться только, после обработки всей партии деталей на предыдущей операции. Этот вид движения самый продолжительный, при относительно небольших партиях, деталей. Последовательный вид движения применяется, в основном, в единичном и мелкосерийном производствах. Длительность производственного цикла определяется по формуле:
 (1.21)
(1.21)
– программа выпуска деталей или размер общей партии деталей, шт.;
– количество операций в технологическом процессе;
– штучное время по операциям, мин (Таблица 6.2);
![]() – количество
оборудования по операциям, шт. (Таблица
4.2);
– количество
оборудования по операциям, шт. (Таблица
4.2);
![]() – время
на межоперационное обслуживание, мин
(Таблица 6.5).
– время
на межоперационное обслуживание, мин
(Таблица 6.5).
Параллельный вид – наибольшие передаточные партии или отдельные детали запускаются на последующую операцию сразу же после обработке на предыдущей операции, независимо от всей партии деталей. Станки на всех операциях работают параллельно. Параллельный вид движения применяется в крупносерийном и массовом производствах Длительность производственного цикла определяется по формуле:
 (1.22)
(1.22)
![]() – транспортная
партия, шт.;
– транспортная
партия, шт.;
 – максимальное
отношение норм штучного времени и
количество оборудование из всех операций
(лимитирующая операция).
– максимальное
отношение норм штучного времени и
количество оборудование из всех операций
(лимитирующая операция).
Если лимитирующих операций в технологическом процессе несколько (несколько операций с одинаковым результатом отношений), то для расчетов выбираем одну (любую), а остальные будут обычными операциями.
Параллельно-последовательный вид – предусматривает частичное совмещение времени выполнения смежных операций за счет параллельного выполнения некоторых из них. Передача деталей от операции к операции производится транспортными партиями, не ожидая окончания обработки всей партии на предыдущих операциях. Этот вид движения применяется в серийном и крупносерийном производстве. Полная длительность производственного цикла определяется по формуле:
 (1.23)
(1.23)
 – сумма
наименьших отношений времени и количества
каждой пары смежных операций;
– сумма
наименьших отношений времени и количества
каждой пары смежных операций;
Тип
производства определяется в зависимости
от массы детали (![]() )
и годового объёма её выпуска (
).
Для определения типа производства
рекомендуется пользоваться справочной
таблицей (табл. 1.4).
)
и годового объёма её выпуска (
).
Для определения типа производства
рекомендуется пользоваться справочной
таблицей (табл. 1.4).
Таблица 1.4
Определение типа производства
Масса детали, кг |
Программа выпуска, тыс.шт. |
||||
< 1 |
0,01 |
0,01…1,5 |
1,5…75 |
75…200 |
200 < |
1…2,5 |
0,01 |
0,01…1 |
1…50 |
50…100 |
100 < |
2,5…5 |
0,01 |
0,01…0,5 |
0,5…35 |
35…75 |
75 < |
5…10 |
0,01 |
0,01…0,3 |
0,3…25 |
25…50 |
50 < |
10…20 |
0,01 |
0,01…0,2 |
0,2…10 |
10...25 |
25 < |
20…300 |
0,01 |
0,01…0,15 |
0,15…1 |
1…5 |
5 < |
300 < |
0,005 |
0,005…0,01 |
0,01…3 |
0,3…1 |
1 < |
Тип производства |
Единичный |
Мелко- |
Средне- |
Крупно- |
Массовый |
Серийный |
|||||
Выбираем
параллельно-последовательный вид
движения изделий, т.к. у нас
![]() ,
а масса детали –
,
а масса детали –
![]() ,
что соответствует среднесерийному типу
производства. После расчета длительности
производственного цикла необходимо
построить график длительности
производственного цикла, соответствующий
выбранному методу передачи изделий от
операции к операции (по двум вариантам).
,
что соответствует среднесерийному типу
производства. После расчета длительности
производственного цикла необходимо
построить график длительности
производственного цикла, соответствующий
выбранному методу передачи изделий от
операции к операции (по двум вариантам).
![]()
![]()
Для построения графика параллельно-последовательного вида движения изделий воспользуемся двумя правилами.
1 правило применяется только для первой и второй операции технологического процесса:
если
 ,
то
,
то
 ;
;
 ;
;
если
 ,
то
,
то
 ;
;
 .
.
2 правило применяется для третей и последующих операций технологического процесса.
Определяем трудоемкость выполнения всей операции:
 ;
;Определяем перекрываемое время между двумя смежными операциями:
 ;
;Определяем неперекрываемое время между двумя смежными операциями:
 .
.
Построим график параллельно-последовательного вида движения изделия для Варианта 1.
Используя первое правило, определяем какая из первых двух опера-
ций больше, для нашего примера , поэтому , а .
![]()
![]()
Используя второе правило, определим длительность всех последующих операций:






После определения всех значений рассчитываем длительность производственного цикла изготовления детали по Варианту 1 и стоим график параллельно-последовательного вида движения изделия по технологическому процессу (Рис.1.1).
![]()
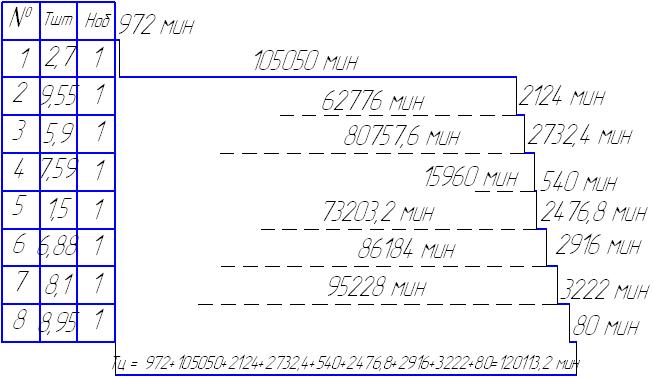
Рис. 1.1. Длительность производственного цикла параллельно-последовательного вида движения по Варианту 1
Построим график параллельно-последовательного вида движения изделия для Варианта 2.
Используя первое правило, определяем какая из первых двух операций больше, для нашего примера , поэтому , а .
![]()
Используя второе правило, определим длительность всех последующих операций:



После определения всех значений рассчитываем длительность производственного цикла изготовления детали по Варианту 2 и строим график параллельно-последовательного вида движения изделия по технологическому процессу (Рис. 1.2).
![]()

Рис. 1.2. Длительность производственного цикла параллельно-последовательного вида движения по Варианту 2