

124. Как увеличить оборачиваемость кассетных установок.
Оборачиваемость кассетных установок не превышает 1,5...2 формовок в сутки. Повысить производительность кассетных установок можно 1) путем применения двухстадийной тепловой обработки, когда изделия в кассете набирают 40...45% марочной прочности, после чего распалубливаются и дозревают в камерах твердения; 2) использования горячего формования, т. е. перед формованием БС предварительно подогревают; 3) поотсечного формования, когда в первом отсеке производится формование, а в последнем - распалубка гот. изд.; 4) рекомендуется применять повторное вибрирование; 5) чтобы распалубка проходила быстрее, нужно тщательно смазывать, чистить отсеки.
125. МЕТОД ФОРМОВАНИЯ ПАНЕЛЕЙ В ВЕРТИКАЛЬНЫХ ФОРМАХ С ПОДВИЖНЫМИ РАЗДЕЛЬНЫМИ ЩИТАМИ. (Разновидность кассетно-конвейерной линии)
Суть: БС укладывается и уплотняется последовательно в одном отсеке на стационарном посту. К формовочному посту подается подготовленный (начищенный, смазанный) отсек с арматурой. БС укладывается вибратором, установленном на посту формования. При постепенном опускании щита бетон наращивается слоями по всей высоте изделия. После опускания очередного щита с отформованным изделием весь пакет форм (щитов) перемещается на один шаг гидравлическим толкателем. Первый щит выдвигается с готовым изделием (т.е. прошедшим ТО). Изделие распалубливается, а щит последовательно передается на посты чистки, смазки, армирования, формования.
При данном способе целесообразно применять умеренно-жесткие БС. Возможны схемы с односторонним и двусторонним формованием изделий методом подвижных щитов, также м.б. схемы – линейные и круговые.
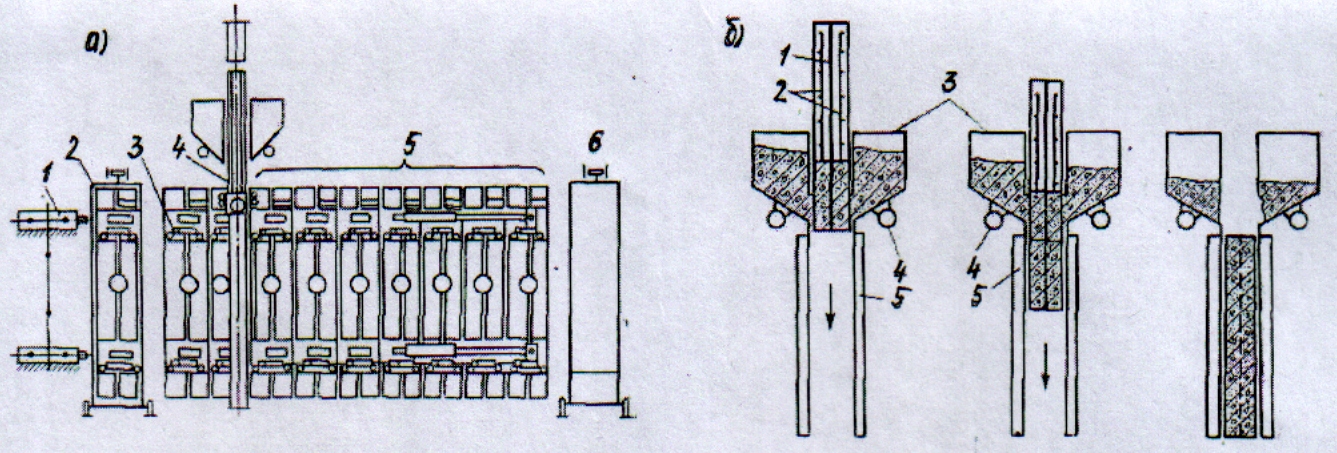
а) кассета с подвижными щитами: 1 – гидродомкрат, 2,3 – блок, 4 – формовочный пост, 5 – пост ТО, 6 – пост распалубки; б) 1 – разделительный щит, 2 – арматурн. каркас, 3 – бункер, 4 – вибратор, 5 – тепловая стенка.
126. От чего зависит выбор степени удобоукладываемости бс при кассетном способе? влияет ли эта характеристика на трещинообразование.
Особенности при кассетном способе производства связаны с конструкцией формы и заключается в необх. укладки, уплотнении БС, а также ТВО в узкой и высокой (щелеобразной) полости рабочих отсеков=> Требования: ограничение наиб. крупности заполнителя в завис. от толщины изд.(10-20мм); необходимость использования высокоподвижных, литых БС (ОК 7-9 см и выше); кроме того для кассетной технологии хар-ен повышенный расход цемента. Все это вызывает возможность расслоения БС и могут появиться трещины. При кассетной технологии рекомендуется применять повторное вибрирование, т.е. временно включать вибраторы (пока БС не схватилась и способна к обратимым деформациям) – это способствует повышению трещиностойкости.