

121. Что такое ритм конвейера и как он определяется.
Основное условие конвейерного способа производства ЖБИ: ритмичность выполнения элементных операций, для этого необходимо, чтобы их длительность была одинаковой. Тогда через равные промежутки времени можно перемещать формы с одного поста на другой.
Одинаковая продолжительность выполнения элементных процессов – ритм конвейера.
Расчет ритма конвейера: Rк = Тг/Nv (Тг – годовой фонд рабочего времени, Nv – годовой фонд (объем) выпуска изделий, м3.
122. Как определить количество технологических постов на линии.
Nф=Qзад/Qф; ;
- количество изделий в форме, шт; Nф – число формовочных постов; Q – заданная производительность (годовая), м3; τф – время формования, мин; Тг – годовой фонд рабочего времени, ч; V1 – объем одного изделия, м3.
123. Технологический процесс изготовления панелей в кассетных формах.
Кассетный способ производства заключается
в формовании изд. в вертикальном положении
в стационарных разъемных метал. групповых
формах-кассетах. Изд. в кассетах остается
до приобретения необходимой прочности.
Рабочие, формующее оборуд. в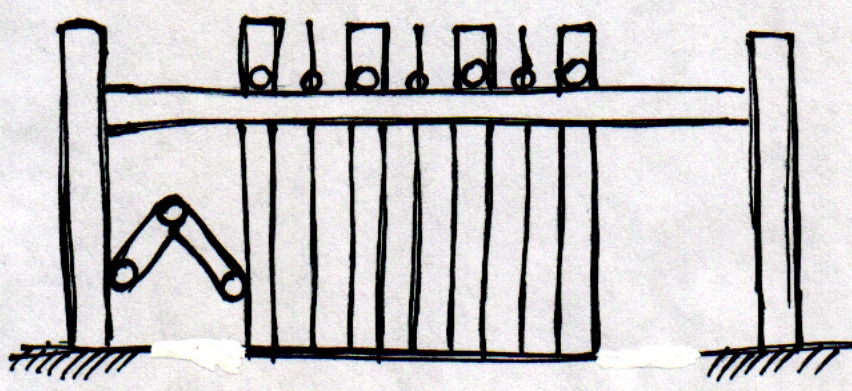 процессе производства перемещаются от
одной кассеты к другой. При формовании
изд. в вертикальном положении достигается
высокая точность геометрических размеров
и хорошее качество поверхности.
процессе производства перемещаются от
одной кассеты к другой. При формовании
изд. в вертикальном положении достигается
высокая точность геометрических размеров
и хорошее качество поверхности.
Кассетная установка состоит из станины (рама), пакета кассетных форм и машины для сборки и разборки форм. отсеков, разделенных разделительными стенками и паровыми отсеками. Паровой отсек (паровая рубашка) - замкнутая полость. М/у паровыми отсеками д.б. не более 2х изделий. Разделительная стенка – 20-24 мм. Станина имеет 4 стойки, соединенных м/у собой опорными рамами, на кот. опираются механизмы перемещения и зажима разделительных стенок кассеты. Станина воспринимает распорные усилия, возникающие при формовании и вибрировании БС.
Принцип работы: Передняя стенка отодвигается при помощи гидравлического привода, затем вынимается изделие, а передняя стенка передвигается в исходное положение. Далее спец. захватами сцепляется передняя стенка и вторая и отодвигаются вместе. Затем затем вынимается второе изделие и т.д. На торцах разделительных стенок имеются консоли, на кот. установлены вибраторы.
Особенности: связаны с конструкцией формы и заключается в необх. укладки, уплотнении БС, а также ТВО в узкой и высокой (щелеобразной) полости рабочих отсеков=> Требования: ограничение наиб. крупности заполнителя в завис. От толщины изд.(10-20мм); необходимость использования высокоподвижных, литых БС; дополнительное уплотнение глубинными вибраторами; при формовании кассеты уровень БС в отсеках д.б. одинаков во избежание деформации стенок отсеков.
Кроме этого для кассетной технологии хар-но след.: повышенный расход цемента; возможность расслоения БС; при ТВО не нужна предварительная выдержка, т.к. бетон в обойме, т.о. можно сократить время ТВО и увелич. оборачиваемость установки. Также чтобы повысить оборачиваемость кассетной установки, рекомендуется применять повторное вибрирование. Чтобы распалубка проходила легко, нужно тщательно смазывать, чистить отсеки. Чистка и смазка более трудоемка, чем у других установок, примерно на 10%.
Технологический расчет (основное):
1)Определение продолжительности оборота кассетной установки.
![]()
Время ТВО зависит от режима, В/Ц, от способа управления тепловым процессом.
2)Производительность:
![]() ,
,
![]() -
оборачив.
-
оборачив.
3)Кол-во кассетных установок
![]() ,
,
![]() -
коэф. использов.
-
коэф. использов.