

117. Особенности структуры бетона при центробежном уплотнении.
БС при формовании изделий центрифугированием д.б. пластичной (ОК = 4-6 см). Содержание крупного заполнителя не должно превышать 0,7 м3 на 1 м3 бетона при max крупности зерен до 20 мм для равномерного распределения БС по сечению элемента (иначе структура м.б. – очень плотной в наружных слоях и довольно пористой во внутренних). Для повышения водоудерживающей способности и обеспечении пластично-вязкой структуры БС и во избежание расслоения БС на мелкие и крупные зерна под действием центробежных сил содержание цемента д.б. не менее 350-400 кг/м3.
Для центробежного проката используют БС с в/ц = 0,3 (более жесткие). Расход портландцем. М400 составл. 375-450 кг/м3. Марка бетона М500, прочность при растяжении 5-5,5 МПа.
119. Расписать основные принципы организации поточного производства.
Э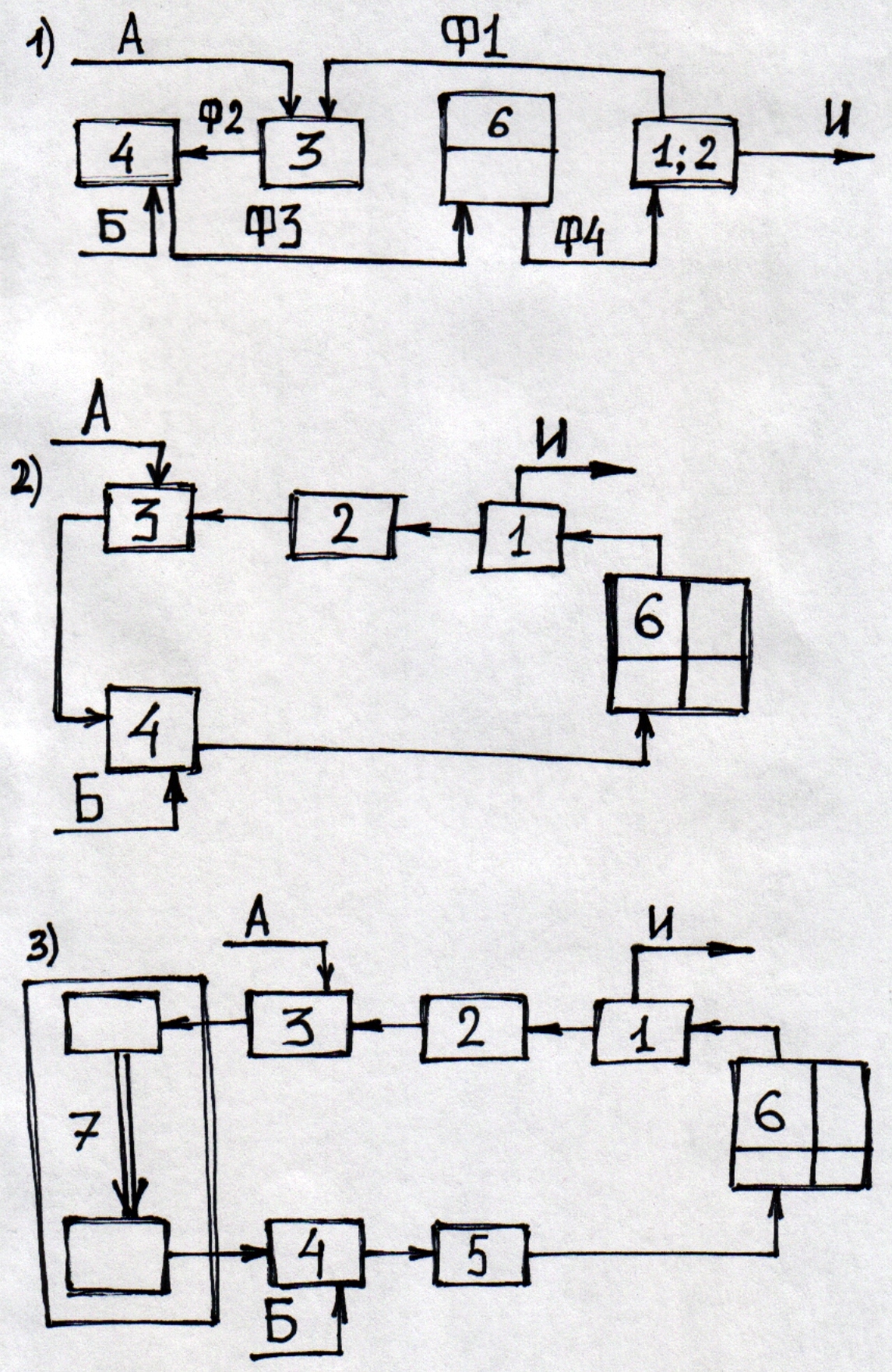 то
способ произв-ва ЖБИ с перемещением
форм с одного поста на другой, на которых
выполняются опред. виды операций.
Перем-ние форм осущ-тся мостовым краном.
Гибкость данного поиз-ва позволяет
путем смены и переналадки оборудования
переходить от выпуска одного типа
изделий к другому.
то
способ произв-ва ЖБИ с перемещением
форм с одного поста на другой, на которых
выполняются опред. виды операций.
Перем-ние форм осущ-тся мостовым краном.
Гибкость данного поиз-ва позволяет
путем смены и переналадки оборудования
переходить от выпуска одного типа
изделий к другому.
Схемы организации линий:1) типовая; 2) с операционным рольгангом; 3) двухветвевая с передаточной тележкой. (1 – распалубка изделий, 2 – чистка, смазка форм, 3 – пост армирования, 4 – пост формования, 5 – доводка изделия, 6 – ТВО, 7 – передаточная тележка, А – подача арматуры, Б – подача бетона, И – выдача изделия на склад, Ф1 – перемещение формы, Ф2 – перемещ. формы с поста армирования на пост формования, Ф3 – перемещ. формы в камеру ТВО, Ф4 – перемещ. формы на пост распалубки)
Схемы отлич. друг от друга степенью специалаизации. По типовой схеме спец-ция затруднена (сочленение постов). Некоторые операции выполняются одновременно (распалубка, осмотр, подготовка форм). Использ. оборуд.: 2 мост.крана (1 – на загрузку пропарочн. камер и подача на СГП, 2 – задействован при формовании), бетонукладчики, виброплощадки, спец. форм. машины (виброштампы, вибропрессы, пустотообразователи), самоходные тележки, рольганги, формоукладчики. Производительность опр-тся продолж-стью цикла формования изделия.
Проектирование агр.-поточного способа пр-ва: технологические расчеты включают: 1)установление перечня и последовательности вып-ния операций; 2)установление продолж. и условия вып-ния операций; 3) определение числа постов и времени выполнения операций на каждом посту. При этом необходимо учитывать треб-ния специал-ции постов, параллельности вып-ния работ на постах, пропорц-сти затрат времени, прямоточности потока. Расчет числа постов:
Nф=Qзад/Qф;
![]() ;
;
![]()
(![]() - количество изделий в форме, шт; Nф
– число формовочных постов; Q
– заданная производительность (годовая),
м3; τф –
время формования, мин; Тг – годовой фонд
рабочего времени, ч; V1
– объем одного изделия, м3).
- количество изделий в форме, шт; Nф
– число формовочных постов; Q
– заданная производительность (годовая),
м3; τф –
время формования, мин; Тг – годовой фонд
рабочего времени, ч; V1
– объем одного изделия, м3).
120. Что включается в технологические расчеты по конвейерной линии.
Основные условия для осущ. конвейерного произв:
1. расчленение технического процесса на элементарные циклы(операции),выполняемые на отдельных рабочих постах.
2. равенство(кратность)затрат времени на раб. постах принятому ритму конвейера.
3. расположение рабочих постов в соответствии с последовательностью технического процесса.
4. перемещение форм по постам в соответствии с ритмом конвейера.
Технологические расчеты:
1) РИТМ КОНВЕЙЕРА
![]() ,
,
![]() -
годовой фонд раб времени;
-
годовой фонд раб времени;
![]() -
годовой фонд выпуска продукции
-
годовой фонд выпуска продукции
2) ПРОИЗВОДСТВЕННАЯ МОЩНОСТЬ
![]() ,
,
![]() -
кол-во изд в форме;
-
кол-во изд в форме;
![]() -
кол-во форм, выдаваемых с конвейера в
час;
-
кол-во форм, выдаваемых с конвейера в
час;
![]() -
объем одного изд в форме, м3;
-
объем одного изд в форме, м3;
2)РАСЧЕТ КАМЕР ТВО:
![]() кол-во форм ТВО
кол-во форм ТВО
![]()
![]() -
длинна формы
-
длинна формы
![]() -
технол. зазоры м/у формами
-
технол. зазоры м/у формами
![]()
![]()
![]() -
кол-во постов
-
кол-во постов
3)КОЛ-ВО ФОРМ, НАХОДЯЩИХСЯ НА КОНВ.
![]()
![]() -
козф, учитывающий кол-во форм на
передаточных устройствах (=2)
-
козф, учитывающий кол-во форм на
передаточных устройствах (=2)
![]() -
коэф, учитывающий кол-во форм в ремонте
(5%)
-
коэф, учитывающий кол-во форм в ремонте
(5%)