

116. Метод центробежного формования. Параметры центрифугирования.
118. Виды центрифуг и их характеристики.
У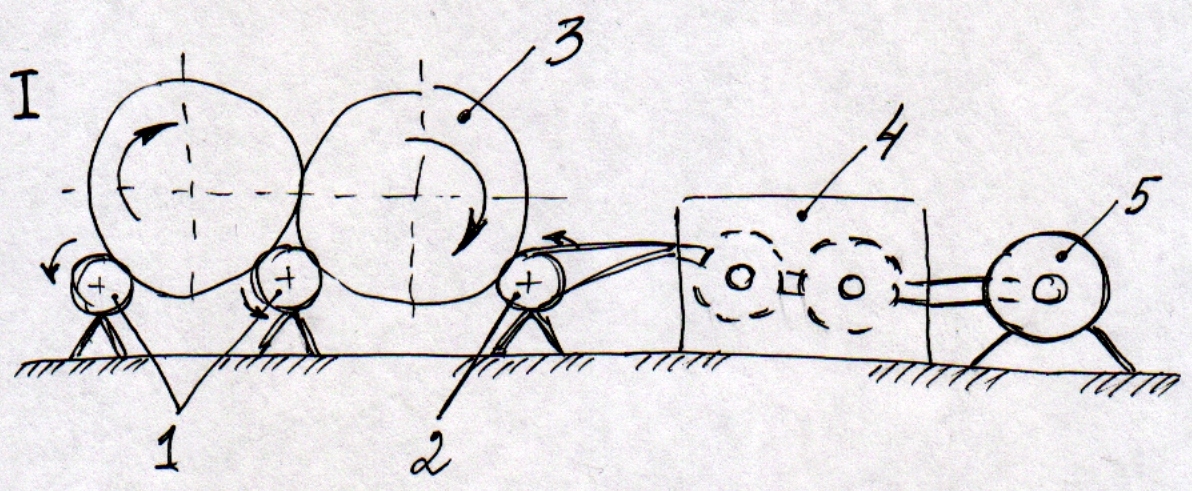 плотнение
БС центрифугированием эффективно
используется при изготовлении напорных
и б/напорных труб, опор линии эл. передач,
колонн и др. конструкций кольцевого
сечения. Основное оборудование при
центробежном способе формования –
центрифуги, кот. различают по
конструкции:
плотнение
БС центрифугированием эффективно
используется при изготовлении напорных
и б/напорных труб, опор линии эл. передач,
колонн и др. конструкций кольцевого
сечения. Основное оборудование при
центробежном способе формования –
центрифуги, кот. различают по
конструкции:
а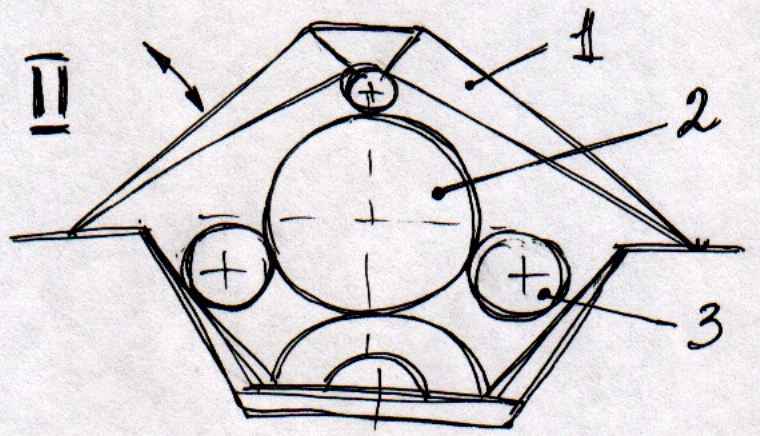 )
роликовые (I – роликовая
двухгнездная центрифуга, 1 – ведомые
ролики, 2 – приводной ролик, 3 – форма,
4 – вариатор скорости, 5 – эл. двигатель;
II – роликовая одногнездная
центрифуга: 1 – предохранит. скоба с
прижимным роликом, 2 – форма, 3 –
поддерживающий ролик, 4 – приводной
ролик);
)
роликовые (I – роликовая
двухгнездная центрифуга, 1 – ведомые
ролики, 2 – приводной ролик, 3 – форма,
4 – вариатор скорости, 5 – эл. двигатель;
II – роликовая одногнездная
центрифуга: 1 – предохранит. скоба с
прижимным роликом, 2 – форма, 3 –
поддерживающий ролик, 4 – приводной
ролик);
б) ременные (III – ременная центрифуга: 1 – защитный кожух, 2- форма, 3 – ведомый вал, 4 – ведущий вал, 5 – ремни, 6 – поддержив. ролик, 6 – ограждение привода);
в) осевые (IV – осевая центрифуга: 1 – бабка с разгонным двигателем, 2 – бабка с редуктором, 3 – рабочий двигатель, 4 – торцевые планшайбы, зажимающие форму, 5 – форма);
г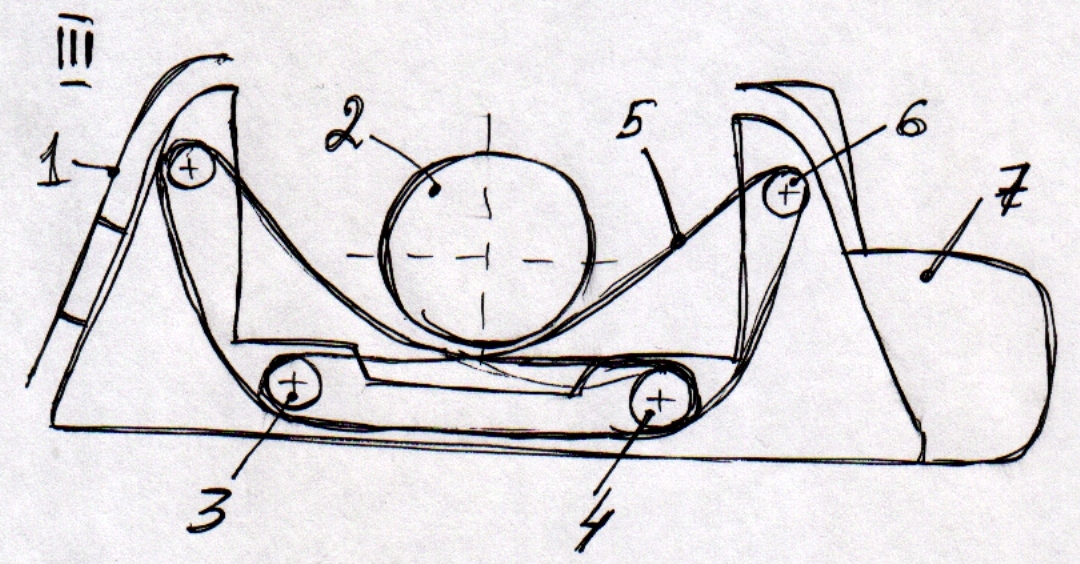 )
люнетные (V – люнетная
центрифуга);
)
люнетные (V – люнетная
центрифуга);
д )
шпиндельные (VI –
шпиндельная центрифуга: 1- бабка с эл.
двигателем, 2 – форма, 3 – шпиндель, 4 –
опорная рама для поддержания)
)
шпиндельные (VI –
шпиндельная центрифуга: 1- бабка с эл.
двигателем, 2 – форма, 3 – шпиндель, 4 –
опорная рама для поддержания)
Формы д.б. неразъемными и разъемными, собираемыми из двух полуформ. В проц. формования окружная скорость достигает 40 м/с, поэт. необх. высокая точность изготовления форм. Процесс формования состоит из трех стадий: 1 – загрузка БС в форму, 2 – распределение БС по периметру формы, 3 – уплотнение БС с отжатием воды. Форма вместе с загруженной в нее БС вращается вокруг своей продольной оси с заданной скоростью. Под действ-м развивающ-ся центробежных сил частицы смеси отбрасываются к стенкам формы, прижимаются к ним, и смесь распределяется в форме слоем, равномерной толщины. Возникающее при этом прессующее давление, величина кот. пропорциональна массе частиц БС, их расстоянию от оси вращ-я и квадрату угловой скорости, способ-т отжатию части воды затворения, что ведет к уплотнению бетона. На первой стадии происх-т распред-е БС равном-м слоем по стенкам формы, сохраняя сплошность своего строения. При вращ-ии формы частицы БС испыт-т одноврем-но возд-е 2-ух силовых полей: сил тяжести и цетробежных сил. Чтобы БС в верхней части не отрывалась от стенок необх. соблюдение условия: gm=rmw2 (g – ускор. св. пад., см/с2, m – масса частиц, кг, r – внутр. радиус формы, см, w – угловая скорость, рад/сек). Необх. число оборотов формы для уплотнения укладки БС: n0=300/√R. Число оборотов формы при распределении БС на второй стадии формования: np=(1,8…2)*n0. Число оборотов формы для уплотнения БС: ny=10375*p*√(r1/(r13-r3)) (r, r1 – внутр. и наружн. радиусы изделия, см, р – центробежное давлении на БС, МПа) Начальная скорость вращ-я 85-150 мин-1 в зав-ти от диаметра труб. На стадии уплотнения ско-рость повыш-ся 400-900 мин-1. Поскольку для центобежного форм-я прим-т пластичные БС, на бетон перед-ся прессующее давление и оно равномерно распред-ся через прослойки цем. теста. Уплотнение и распр-е БС происх-т при вращении формы. При этом возн-т центо-бежное давление, в рез-те которого части-цы твердой фазы сепарируют по крупности и сближаются. Прессующее давление (0,02 – 0,15 МПа) распред-ся неравномерно – от минимума на внутренней до максимума на наружной поверхности, зерна большей массы распол-ся ближе к наружной пов-ти, а вода отжи-мается внутрь. Плотность бетона выше в наружных слоях изделия. В целом структура бетона по сечению оказыв-ся неравномерной – плотная у наружного слоя и пористая во внутренних слоях. Для устранения этого ограничивают крупность заполнителя, подбирают вязкопластичные смеси, производят формование в несколько слоев. В качестве исходной м.б. принята продолжительность центрифугирования из расчета 1-1,5 мин. На каждые 10 см внутр. диаметра изделия. Продолжительность распределения смеси в формах не превышает 8 мин, уплотнения – 12 мин. Общий цикл формования – 25-50 мин.
Ц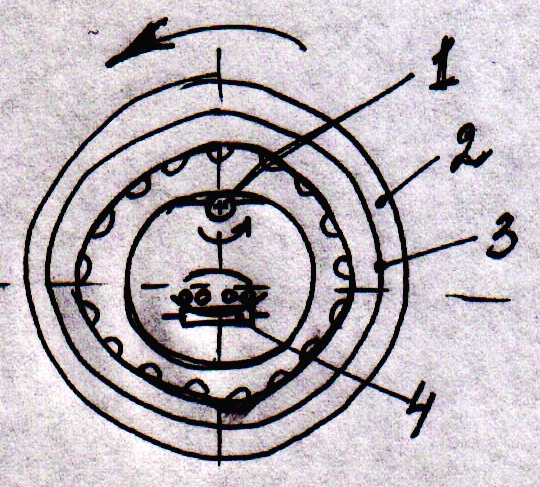 ЕНТРОБЕЖНЫЙ
ПРОКАТ. – примен. для производства
низконапорных и напорных труб длиной
5 м и диаметром 1200-3000м. Центробежная сила
служит в основном для распределения
БС, ее участие в уплотнении стенки трубы
незначительно. Стенка трубы формуется
прокатом БС между вращающимся валом
прокатной машины (1 – вал прокатной
машины, 2 – съемное кольцо, 3 – форма, 4
– ленточный питатель) и формой, которую
пронизывает вал, на кот. она опирается
кольцами катания. Вал сообщает вращательное
движение форме и БС жесткостью 150-300 с,
подаваемая ленточным питателем
центробежной силой вовлекается во
вращательное движение и распределяется
по стенкам формы. При скорости вращения
3-8 м/с центробежные силы создают давление
на БС от 80 до 200 Па. Смесь уплотняется
под давлением 1-5 МПа, создаваемым силой
тяжести формы с бетоном на приводной
прокатный вал. Формование заканчивают
опрыскиванием вала водой и подачей
пескоструйным аппаратом внутрь мелкого
песка. Образовавшаяся пленка воды
поглощается песком, кот. вдавливается
в стенки трубы после чего ее поверхность
становится матовой и гладкой. Частота
вращения формы для распределения смеси
30-260 об/мин, а при уплотнении – 70-520
об/мин.Продолжительность формования
зависит от диаметра трубы и равна 10-40
мин. Для больших диаметров устанавливают
меньшие скорости и наоборот.
ЕНТРОБЕЖНЫЙ
ПРОКАТ. – примен. для производства
низконапорных и напорных труб длиной
5 м и диаметром 1200-3000м. Центробежная сила
служит в основном для распределения
БС, ее участие в уплотнении стенки трубы
незначительно. Стенка трубы формуется
прокатом БС между вращающимся валом
прокатной машины (1 – вал прокатной
машины, 2 – съемное кольцо, 3 – форма, 4
– ленточный питатель) и формой, которую
пронизывает вал, на кот. она опирается
кольцами катания. Вал сообщает вращательное
движение форме и БС жесткостью 150-300 с,
подаваемая ленточным питателем
центробежной силой вовлекается во
вращательное движение и распределяется
по стенкам формы. При скорости вращения
3-8 м/с центробежные силы создают давление
на БС от 80 до 200 Па. Смесь уплотняется
под давлением 1-5 МПа, создаваемым силой
тяжести формы с бетоном на приводной
прокатный вал. Формование заканчивают
опрыскиванием вала водой и подачей
пескоструйным аппаратом внутрь мелкого
песка. Образовавшаяся пленка воды
поглощается песком, кот. вдавливается
в стенки трубы после чего ее поверхность
становится матовой и гладкой. Частота
вращения формы для распределения смеси
30-260 об/мин, а при уплотнении – 70-520
об/мин.Продолжительность формования
зависит от диаметра трубы и равна 10-40
мин. Для больших диаметров устанавливают
меньшие скорости и наоборот.