

114. Формование изделий методом вибропроката. Особенности конструкции прокатного стана (бпс) и технологического режима изготовления изделий на нем.
ВИБРОПРОКАТ - способ непрерывного формования на движущейся ленте стана или посредством передвижения бетонирующей машины на стенде, где скользящее виброуплотнение БС сочетается с прессующим давлением волков, плит, вкладышей и др.
В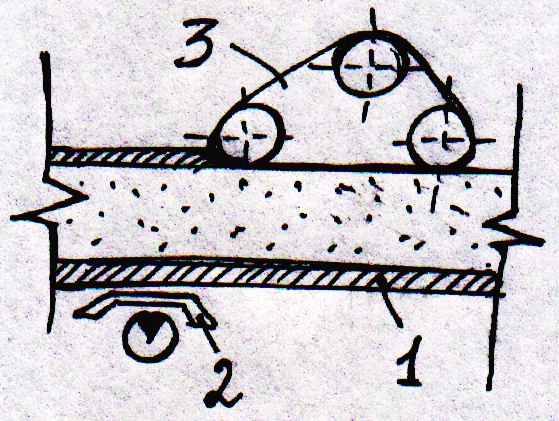
 ибропрокатом
на стане И.Я.Козлова формуют внутренние
и наружные стеновые панели, панели
перекрытий, ребристые и плоские плиты
для город. подземных коллекторов. Весь
процесс осуществляется на установке
непрерыв. действия, кот. включает основной
агрегат – вибропрокатный стан,
дозировочное отделение, шнек-смеситель,
бетоносмеситель непрерыв. действия,
обгонный рольганг и др. Применяются
мелкозернистые БС жесткостью не менее
40 сек. Стан Козлова - это движущийся
конвейер. Готовая БС подается в
бетоноукладчик; поступает непрерывным
потоком на форм. ленту по всей ее ширине,
уплотняется вибробалкой под лентой,
изделие подвергается калибровке путем
проката валками калибрующей секции для
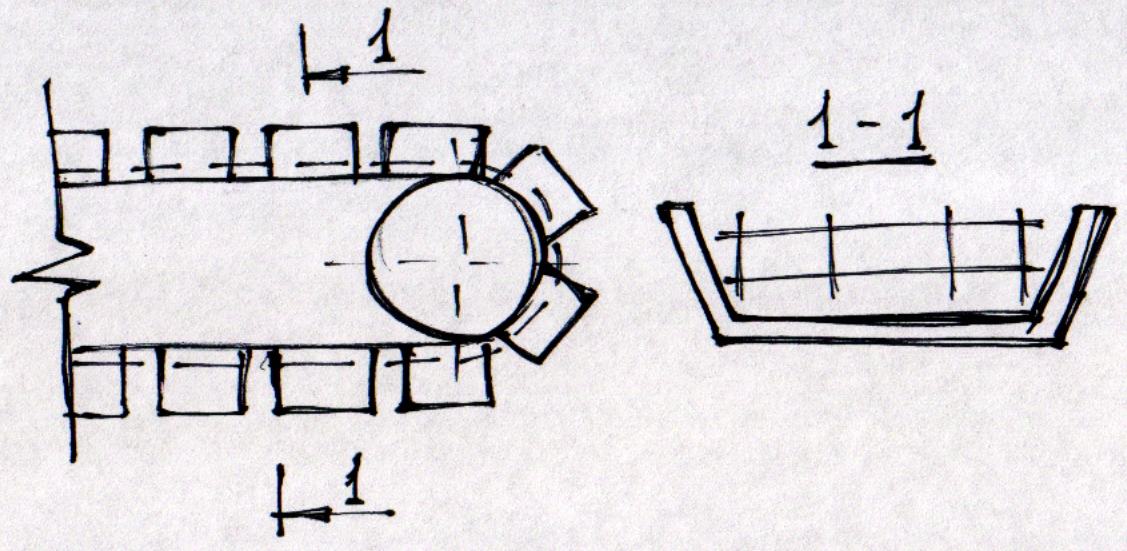
получения его проектной толщины (РИС:
1 – движущаяся метал. лента, 2- вибробалка,
3 – калибрующая секция); ТВО; верхняя
поверхность изделий закрыта бесконечной
резиновой лентой; отделка шпаклевочной
машиной; изд. посредством обгонного
рольганга и контователя переводится в
вертикальное положение и мостовым
краном транспортируется на СГП.
Производительность уст-ки: N=K*60v*b
(К- коэф. исп. уст-ки; v-сорость
движения ленты, b-ширина
изд.).
ибропрокатом
на стане И.Я.Козлова формуют внутренние
и наружные стеновые панели, панели
перекрытий, ребристые и плоские плиты
для город. подземных коллекторов. Весь
процесс осуществляется на установке
непрерыв. действия, кот. включает основной
агрегат – вибропрокатный стан,
дозировочное отделение, шнек-смеситель,
бетоносмеситель непрерыв. действия,
обгонный рольганг и др. Применяются
мелкозернистые БС жесткостью не менее
40 сек. Стан Козлова - это движущийся
конвейер. Готовая БС подается в
бетоноукладчик; поступает непрерывным
потоком на форм. ленту по всей ее ширине,
уплотняется вибробалкой под лентой,
изделие подвергается калибровке путем
проката валками калибрующей секции для
получения его проектной толщины (РИС:
1 – движущаяся метал. лента, 2- вибробалка,
3 – калибрующая секция); ТВО; верхняя
поверхность изделий закрыта бесконечной
резиновой лентой; отделка шпаклевочной
машиной; изд. посредством обгонного
рольганга и контователя переводится в
вертикальное положение и мостовым
краном транспортируется на СГП.
Производительность уст-ки: N=K*60v*b
(К- коэф. исп. уст-ки; v-сорость
движения ленты, b-ширина
изд.).
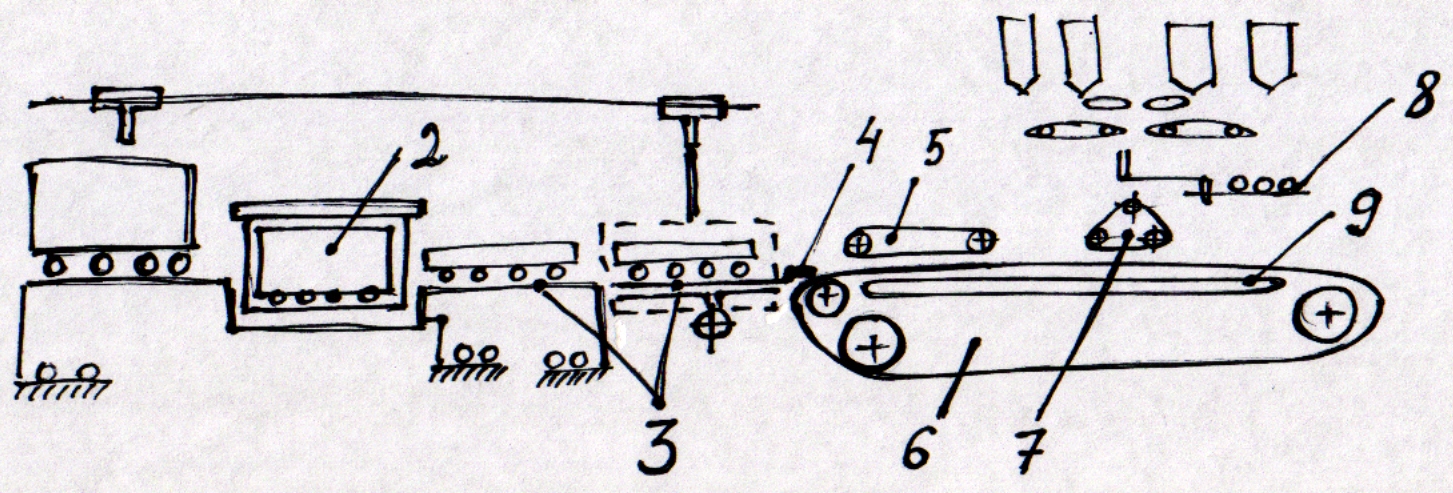
Стан Козлова: 1,3 – кантователи, 2 – гидропресс, 4 – обгонный рольганг, 5 – накрывной транспортер, 6 – прокатный стан, 7 – калибрующая секция, 8 – бетоносмеситель, 9 – приемная секция.
115. Формование изделий в вертикальных виброформах и кассетах. Преимущества и недостатки в сравнении с формованием в горизонтальном положении.
Кассетный способ производства заключается в формовании изд. в вертикальном положении в стационарных разъемных метал. групповых формах-кассетах. Изд. в кассетах остается до приобретения необходимой прочности. Рабочие, формующее оборуд. в процессе производства перемещаются от одной кассеты к другой. При формовании изд. в вертикальном положении достигается высокая точность геометрических размеров и хорошее качество поверхности.
Особенности: связаны с конструкцией формы и заключается в необх. укладки, уплотнении БС, а также ТВО в узкой и высокой (щелеобразной) полости рабочих отсеков=> Требования: ограничение наиб. крупности заполнителя в завис. От толщины изд.(10-20мм); необходимость использования высокоподвижных, литых БС; дополнительное уплотнение глубинными вибраторами; при формовании кассеты уровень БС в отсеках д.б. одинаков во избежание деформации стенок отсеков.
Кроме этого для кассетной технологии хар-но след.: повышенный расход цемента; возможность расслоения БС; при ТВО не нужна предварительная выдержка, т.к. бетон в обойме, т.о. можно сократить время ТВО и увелич. оборачиваемость установки. Преимущества: Изд. имеют гладкую поверхность хорошего качества; Изд. имеет высокую точность геом. размеров; Изд. можно транспортировать при 50% прочности (распалубочная прочность), т.к. изделие формуется с вертик. положением и не требует дополнит. армирования, связанного с монтажными работами; Требуется меньше затрат на доводку до заводской готовности.
Недостатки: Использование более подвижных БС; Перерасход цемента; Неравномерная прочность по высоте изд.