

113. Вакуумирование и торкретирование.
В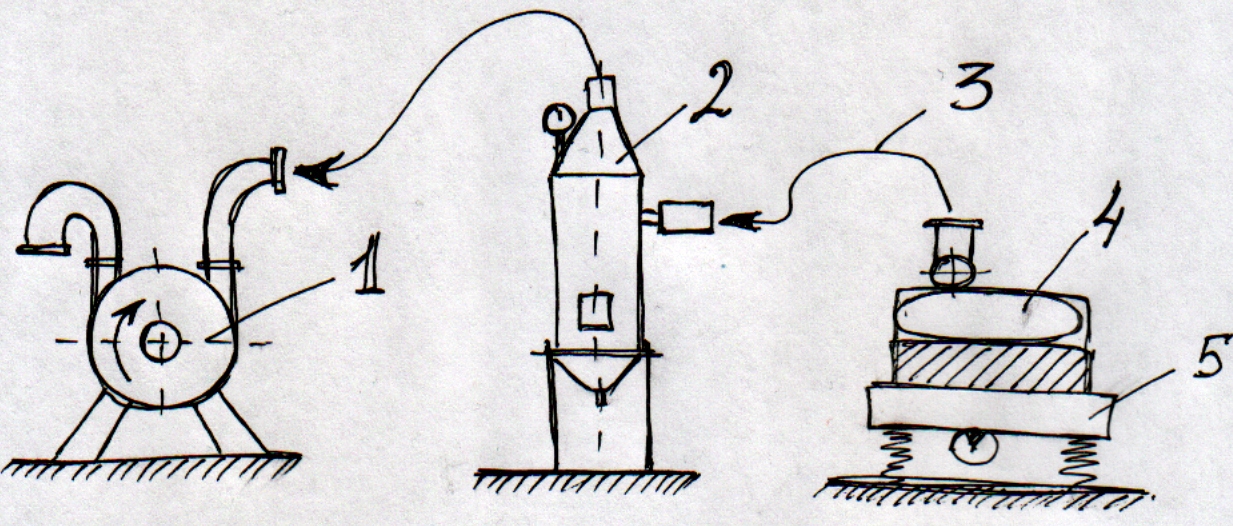 АКУУМИРОВАНИЕ
широко используется при изготовлении
ж/б изделий как дополнительное воздействие
при уплотнении БС вибрированием и
прессованием. Применяется этот способ
для изготовления изделий из подвижных
БС. ВИБРОВАКУУМИРОВАНИЕ (РИС)
АКУУМИРОВАНИЕ
широко используется при изготовлении
ж/б изделий как дополнительное воздействие
при уплотнении БС вибрированием и
прессованием. Применяется этот способ
для изготовления изделий из подвижных
БС. ВИБРОВАКУУМИРОВАНИЕ (РИС)
1 – вакуумный насос; 2 – воздухозаборник, 3 – всасывающий рукав; 4 – вакуумная камера; 5 – виброплощадка.
С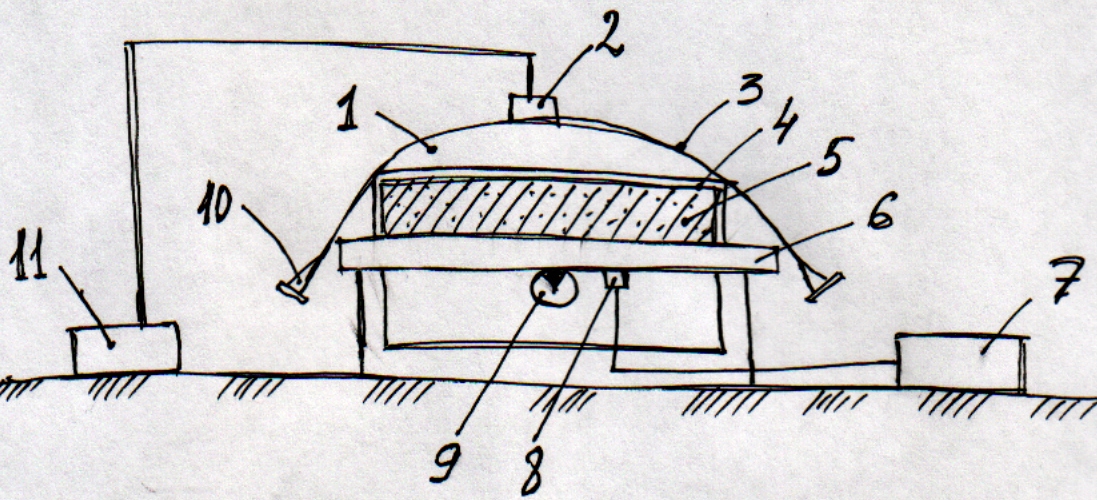 ущность
способа: уложенная в форму БС предварительно
уплотняется на виброплощадке, после БС
подвергают действию вакуумных устройств,
кот. прикладываются к поверхности
уплотняемого бетона или вводятся внутрь
него. В полости вакуумных устройств
создается разряжение за счет вакуумного
насоса и происходит отсасывание вакуумной
камерой из БС избыточной воды и воздуха,
т.о. БС дополнительно уплотняется.
Прочность бетона после вибровакуумирования
на 40-60% выше прочности обычного
вибрированного бетона, что позволяет
производить частичную распалубку
изделий сразу после их формования.
ущность
способа: уложенная в форму БС предварительно
уплотняется на виброплощадке, после БС
подвергают действию вакуумных устройств,
кот. прикладываются к поверхности
уплотняемого бетона или вводятся внутрь
него. В полости вакуумных устройств
создается разряжение за счет вакуумного
насоса и происходит отсасывание вакуумной
камерой из БС избыточной воды и воздуха,
т.о. БС дополнительно уплотняется.
Прочность бетона после вибровакуумирования
на 40-60% выше прочности обычного
вибрированного бетона, что позволяет
производить частичную распалубку
изделий сразу после их формования.
ВИБРОВАКУУМПРЕССОВАНИЕ (РИС)
1 – пресс-камера, 2 – нагнетающий рукав, 3 –
Метал. Колпак, 4 – прессующая плоскость, 5 –
БС, 6 – виброплощадка, 7 – вакуум-насос, 8 –
Всасывающий рукав, 9 – вибратор, 10 –
Клапан для слива конденсата, 11 – нагнетающий насос.
Э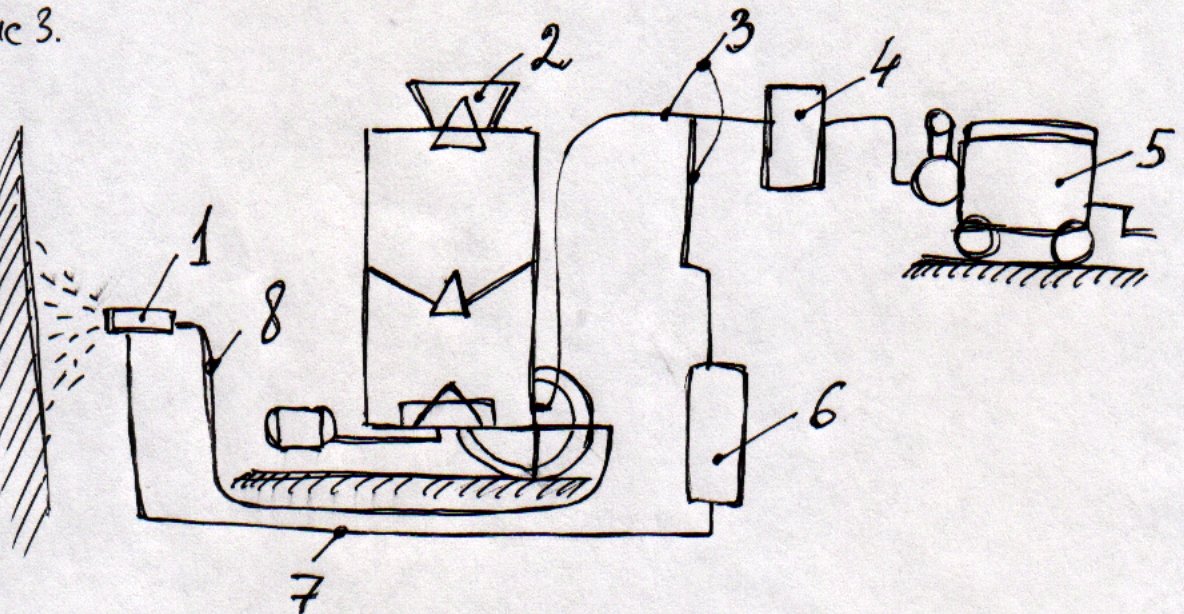 ффективность
формования плоских изделий из подвижных
БС повышается при комбинированном
воздействии вибрации, прессующего
воздействия и вакуумирования. Суть:
Форма имеет перфорированный поддоном
, на кот. укладывается фильтровальная
ткань, форма заполняется БС, накрывается
метал. листом и подается в пресс-вакуум
камеру на виброплощадку. В процессе
вибрир-я на БС через верхний метал. лист
дейс-т сжатый воздух, оказывая прессующее
давление, снизу через вакуум-камеру
отсасывается защемленный воздух и
избыточная вода.
ффективность
формования плоских изделий из подвижных
БС повышается при комбинированном
воздействии вибрации, прессующего
воздействия и вакуумирования. Суть:
Форма имеет перфорированный поддоном
, на кот. укладывается фильтровальная
ткань, форма заполняется БС, накрывается
метал. листом и подается в пресс-вакуум
камеру на виброплощадку. В процессе
вибрир-я на БС через верхний метал. лист
дейс-т сжатый воздух, оказывая прессующее
давление, снизу через вакуум-камеру
отсасывается защемленный воздух и
избыточная вода.
ТОРКРЕТИРОВАННИЕ (РИС)
1 – сопло, 2 – цемент-пушка, 3 – шланг для сжатого воздуха, 4 – воздухоотчиститель, 5 – компрессор, 6 – бак для воды, 7 – шланг для воды, 8 – материальный шланг.
Уплотнение БС достигается за счет пневматического или механического нанесения БС на Ме формуемую поверхность. Толщина слоя до 20 мм. Совмещение в одном технологическом процессе перемешивания, транспортирования, укладки и уплотнения БС.
Пневматический: применяется подвижная БС (мелкозернистый бетон) Давление с которым наносится Р=0.7 МПа. Применяется для изготовления тонкостенных конструкций или нанесения гидроизоляционного слоя.
Механический: БС наносится на формующую поверхность механическим набрызгом при помощи роторных установок. Применяются жесткие БС с крупным заполнителем.
При формовании изделий торкретированием бетон обладает высокой плотностью, водонепроницаемостью, морозостойкостью и прочностью.
Суть: Сухая БС загружается в цемент-пушку, откуда БС подается сжатым воздухом в материальный шланг и поступает в сопло. По другому шлангу под давлением, превыш. давление в материальном шланге, в сопло поступает вода. В наконечнике сухая БС смачивается водой и со скоростью 30-100 м/с выбрасывается на формуемую поверхность, образуя плотный слой толщиной примерно 20 мм.
При торкретировании продолжительность перемешивания смеси с водой и укладка ее на поверхность крайне невелика, поэт. в уложенном бетоне образование начальной алюминатной кристаллизационной структуры происходит почти мгновенно, что позволяет безопалубочным способом наносить слой бетонной смеси на люб. поверхность.