

23.1 Общие требования к деталям, изготавливаемых сваркой. Виды сварки. Правила конструирования сварных соединений и выполнения чертежей сварных швов.
Сварка – процесс получения неразъемного соединения ме. под действием активированной энергии теплового поля, деформации, уз-колебаний или их сочетания. Достоинства сварки: уменьшает трудоемкость в сравнении с другими видами соединений (клепка,пайка); дает возможность автоматизировать технологический процесс; позволяет изготовлять узлы, составленные из деталей сложной формы; снижает вес и себестоимость НК. Недостатки: критичность при выборе сочетания материалов; увеличение переходного сопротивления из-за образования интерметеллидов; невозможность группового контактирования и сложность ремонта.
Сварка подразделяется на несколько классов: 1. Термический. Также разделяется на: Дуговая электросварка (ручная дуговая, сварка неплавящимся электродом, сварка плавящимися электродами, дуговая электрическая сварка в среде аргона); Газопламенная сварка; Электрошлаковая сварка; Плазменная сварка; Электро–лучевая сварка; Лазерная; Лучевая. 2. Термомеханический подразделяется на: Контактная сварка (точечная, стыковая); Диффузионная; Кузнечная; Сварка высокочастотными токами; Сварка трением. 3. Механический подразделяется на: Сварка взрывом; УЗ; Холодная.
Одно из основных требований при проектировании конструкций со сварными соединениями — удобство подхода электродов к зоне сварки. Детали для точечной и шовной сварки обычно изготовляют из листов и профилей. Если к конструкции не предъявляются требования по герметичности, то применяют точечную сварку; шовная сварка обеспечивает получение прочных плотных швов. При затрудненном доступе к зоне сварки используют одностороннюю сварку. Следует выбирать способ сварки исходя из требований обеспечения наименьших собственных напряжений и деформаций при сварке; избегать сосредоточения большого числа швов в одном месте; принимать число и размеры сварных швов минимально необходимыми. В узлах несущих конструкций из прессованных профилей следует предусматривать сварные соединения встык и втавр.
В зависимости от положения свариваемых деталей различают типы швов: стыковые, внахлестку, угловые, тавровые и др. В зависимости от расположения шва относительно линии действия силы различают швы: лобовые, фланговые и косые. Область применения тех или иных швов во многом зависит от способа сварки: при дуговой и газовой применяют все типы швов, при контактной стыковой — лобовые, при контактной точечной — внахлестку.

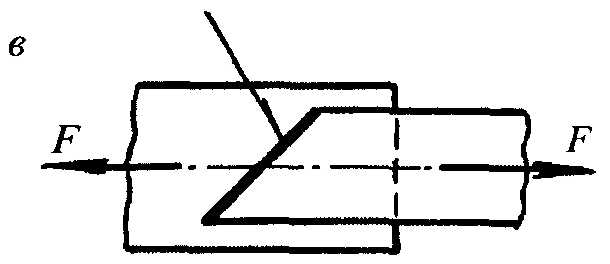
Типы сварных швов: а) — стыковые; б) — внахлестку;
в) — угловые; г) — тавровые
Материал сварного шва испытывает растяжение (сжатие) или срез. На его прочность влияет концентрация напряжений, нарушающая плавность силового потока, что учитывается при выборе допускаемых напряжений.

Расположение швов относительно линии действия силы: а — лобовые; б — фланговые; в — косые
Условие
прочности
стыкового шва:
 ,
где
σ — расчетные напряжения в сварном шве,
Па; F — усилие, воспринимаемое швом, Н;
s — расчетная толщина шва, равная
наименьшей толщине свариваемых деталей,
м; k
= 0,8...0,95 — коэффициент прочности шва; l
— длина шва, м; [σ] - допускаемые напряжения
на растяжение материала шва, Па.
,
где
σ — расчетные напряжения в сварном шве,
Па; F — усилие, воспринимаемое швом, Н;
s — расчетная толщина шва, равная
наименьшей толщине свариваемых деталей,
м; k
= 0,8...0,95 — коэффициент прочности шва; l
— длина шва, м; [σ] - допускаемые напряжения
на растяжение материала шва, Па.
Для
шва внахлестку имеем:
 ,
где
,
где
 - расчетные касательные напряжения, Па;
h - расчетная высота шва, м; l
— суммарная длина шва, м; [
]
— допускаемые напряжения на срез
материала шва, Па.
- расчетные касательные напряжения, Па;
h - расчетная высота шва, м; l
— суммарная длина шва, м; [
]
— допускаемые напряжения на срез
материала шва, Па.
При толщине листов свыше 2 мм и если невозможно получить соединение внахлестку используют аргонно-дуговую сварку. Ее применяют в основном для получения каркасов из профильного проката и труб, причем сваривать детали, изготовленные из разных алюминиевых сплавов, например АМц не рекомендуется -это приводит к образованию трещин.
Тонколистовые детали толщиной до 2 мм обычно соединяют точечной сваркой. Это быстрый, удобный и экономичный способ соединения элементов НК. В конструкциях, подвергающихся ударам и вибрациям, его надо применять с большой осторожностью: подобное соединение не выдерживает значительных механических напряжений. Но для сборки деталей кожуха такая технология вполне пригодна при шаге сварки 15 мм, расстоянии от центра сварочной точки до края листа 5 мм и толщине листов до 1 мм.
Кожуха герметичных корпусов изготовляются методом сварки и пайки. При конструировании сварных герметичных корпусов необходимо правильно выбирать материалы и вид сварки. Для НК получаемых методом сварки, используют углеродистые и нержавеющие стали, алюминиевые, магниевые и титановые сплавы.
Для герметичных корпусов применяется сварка плавлением, роликовая, электронно-лучевая, плазменная и лазерная. При конструировании сварных корпусов необходимо учитывать следующие особенности. В узле крепления крышки к цилиндрическому корпусу, нагруженному внутренним избыточным давлением (5.17,а), сварные швы крышки и корпуса подвергаются изгибу и срезу. В целях разгрузки сварных швов материал цилиндра введен во фланец, а материал крышки зажат между фланцами крышки и корпуса (рис. 5.17,б). В отбортованных деталях, подвергающихся растяжению от внутреннего давления, сварной шов испытывает изгиб (рис. 5.17,в). Для замены напряжения изгиба целесообразней применять стыковой шов (рис. 5.17,г). В узле приварки днища к цилиндрическому корпусу с отбортовкой также возникает напряжение изгиба (рис. 5,17,6). Имеет смысл вставлять днище в корпус (рис. 5.17,е) или приваривать его стыковым швом (рис. 5.17,ж). Для приварки фланцев целесообразно применять стыковой шов (рис.5.17,з), при этом трудно сопрягать торцы цилиндра и фланца. В узле, показанном на рис. (5.17,и) фланец зафиксирован в радиальном и осевом направлениях. Для получения прочных и плотных швов применяют роликовую сварку (рис. 5.17,к), при этом диаметр цилиндра должен позволять введение роликового электрода внутрь.
Cварные швы обозначаются ломаной односторонней стрелкой и условными знаками. Все условные знаки и размеры проставляются у видимого шва над горизонтальным участком стрелки, у невидимого шва — под ним. Основное условное обозначение шва сварного соединения содержит:
Знаки в условных обозначениях швов на чертежах должны проставляться в следующем порядке.
Швы стыковых соединений: 1) буквенное обозначение вида сварки (Э — электродуговая, Г —газовая, Кт—контактная); 2) графический знак типа шва.
Швы угловых соединений: 1) буквенное обозначение вида сварки; 2) графический знак типа шва; 3) катет шва; 4) вспомогательный знак, характеризующий расположение шва.

Конструкция сварных корпусов

Пример условного обозначения
В качестве примера показано условное обозначение одностороннего шва без скоса кромок с катетом 6 мм в тавровом соединении, выполненного по периметру автоматической электродуговой сваркой.
При изображении на чертежах нескольких повторяющихся сварных швов, одинаковых по типу и протяженности, допускается указывать на горизонтальном участке стрелки количество этих швов, не обозначая каждый из них в отдельности.