

8.1 Герметизация узлов и блоков рэа с помощью пайки, сварки, уплотнительной прокладки
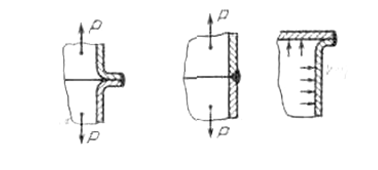
Герметизация с помощью сварки
Кожуха герметичных корпусов изготовляются методом сварки и пайки. При конструировании сварных герметичных корпусов необходимо правильно выбирать материалы и вид сварки. Для герметичных корпусов применяется сварка плавлением, роликовая, электронно-лучевая, плазменная и лазерная. Для НК, получаемых методом сварки, используют углеродистые и нержавеющие стали, алюминиевые, магниевые и титановые сплавы.
Герметизацию с помощью сварки применяют для блоков, объем которых не превышает 0,5 дм3 и не подлежащих ремонту. Вскрытие таких блоков возможно только с помощью механического снятия сварного шва, что влечет за собой обязательное попадание металлической пыли на бескорпусные элементы и соответственно их отказ.

![]()
Герметизация паяным соединением
Герметизация с помощью паяного демонтируемого соединения применяется для блоков, объем которых лежит в пределах 0,5 - 5 дм3. Пайкой можно достигнуть хорошего внешнего вида шва: герметичного, обладающего малым переходным электрическим сопротивлением.
Различают пайку мягкими и твердыми припоями. При пайке мягкими припоями необходимо разгружать швы от больших нагрузок, скрепляя детали точечной сваркой, заклепками, винтами и т. п. Паяный шов в этом случае используется только для обеспечения герметизации. Для получения более качественного шва спаиваемые детали заранее облуживаются, а затем в сомкнутом виде нагреваются до температуры плавления припоя.
Пайка твердыми припоями дает более прочные соединения, иногда не уступающими по прочности основному материалу. Для прочности соединения большое значение имеет качество подготовки спаиваемых поверхностей. При любых соединениях необходимо предусматривать возможность надежной фиксации деталей относительно друг друга в процессе выполнения пайки.
В НК с помощью пайки можно получать неразъемные соединения деталей, выполняемых из углеродистых и нержавеющих сталей, ковара, меди и ее сплавов, алюминиевых и магниевых сплавов, молибдена и ковара, металлизированной керамики и других материалов.
В целях предотвращения нарушения герметичности блока наружная поверхность паяного соединения не должна быть установочной поверхностью блока и все элементы крепления блоков должны располагаться на максимально возможном расстоянии от паяного соединения.
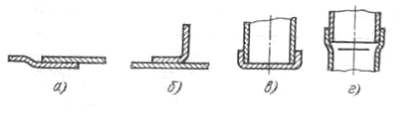
Герметизация с помощью уплотнительных прокладок
Разъемная герметизация осуществляется применением металлических и эластичных уплотнительных прокладок.

Металлические уплотнительные прокладки делаются из мягкого материала, имеющего пластическую деформацию при небольших усилиях: свинец, алюминий, отожженная красная медь. Такие прокладки бывают различного сечения: плоские, с одним выступом и с двумя выступами.
Недостатком разъемной герметизации с применением металлических уплотнительных прокладок является то, что при многократных температурных циклах уплотнение нарушается в результате усадки (наклепа), из-за различных ТКЛР материалов прокладки и корпуса.
В качестве эластичного материала для прокладок в разъемной герметизации применяется резина различных марок, специальные пластики. Резиновые прокладки следует применять цельными, преимущественно круглого сечения, полученными вулканизацией в пресс-форме. Резиновая прокладка, помещенная в гнездо корпуса, сжимается, т. е. имеет натяг.