

Билет 23
1) Допуски и посадки гладких цилиндрических соединений
Система допусков по образованию различных посадок подразделяется на систему отверстия и систему вала. Система отверстия — это совокупность посадок, в которых при одном классе точности и одном номинальном размере предельные отклонения отверстий одинаковы, а различные посадки достигаются путем изменения предельных отклонений валов (рис. 43, а). Во всех стандартных посадках системы отверстия нижнее отклонение отверстия равно нулю: в этом случае наименьший предельный размер отверстия равен номинальному. Поле допуска такого отверстия называется основным. Система вала — это совокупность посадок, в которых предельные отклонения валов одинаковы (при одном номинальном размере и одном классе точности), а различные посадки достигаются путем изменения предельных отклонений отверстий (рис. 43, б). Во всех стандартных посадках системы вала верхнее отклонение вала равно нулю. После допуска такого вала называется основным.
Рис. 43. Эскизы посадок
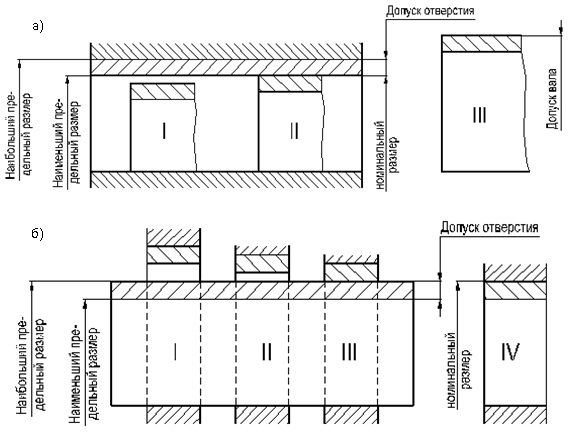
а — в системе отверстия (I, II, III — эскизы валов с разными предельными размерами под посадки), б — в системе вала (I, II, III, IV — эскизы отверстий с разными предельными размерами под посадки)
Общие сведении о системах допусков и посадок. С 1980 г. в странах — членах СЭВ введена единая система допусков и посадок (ЕСДП СЭВ) всех типовых соединений в машиностроении. Допуски и посадки системы регламентируются стандартами СЭВ (ОСТ СЭВ), которые составляются на основе стандартов международной системы (ИСО), и в СССР действуют в качестве государственных стандартов. Это приводит к возможности применения в разных странах единой технической документации и стандартной технической оснастки, повышает уровень взаимозаменяемости в машино- и приборостроении и обеспечивает взаимовыгодную торговлю. Система допусков и посадок СЭВ распространяется на размеры до 10000 мм (нижний предел — менее 1 мм — неограничен). Указанный диапазон размеров разбит на три группы: до 500 мм, свыше 500 до 3150 мм и свыше 3150 до 10000 мм. Перечисленные группы размеров подразделены на основные и промежуточные интервалы. Для размеров до 500 мм установлено 13 основных интервалов. Начиная с 10 мм основные интервалы дополнительно разбиты на промежуточные. Размеры свыше 500 до 3150 мм разбиты на 8 основных и 16 промежуточных интервалов, а свыше 3150 мм — на 5 основных и 10 промежуточных. Промежуточные интервалы введены для отклонений, образующих посадки с большими натягами и зазорами для получения более равномерных зазоров и натягов. В системе допусков и посадок СЭВ для гладких цилиндрических соединений допуски отверстий и валов обозначают IТ, что означает “допуск ИСО”. В ЕСДП СЭВ для размеров до 10000 мм установлено 19 квалитетов (квалитет — совокупность допусков, соответствующих одинаковой степени точности для всех номинальных размеров): 01, 02, …, 17. В порядке убывания точности допуски квалитетов условно обозначают IТ01, IТ0, IТ2, …, IТ16, IТ17. Квалитеты с 01 до 04 предназначены для особо точных деталей и измерительных инструментов (в системе ОСТ с 02 по 09 классы точности) : квалитеты с 5-го по 14-й предназначены для сопряжения деталей (в системе ОСТ с 1-го по 5-й классы); квалитеты с 14-го по 17-й — для выполнения свободных, не сопрягающихся размеров (в системе ОСТ с 7-го по 10-й классы) . Обозначение посадок на чертежах в системе СЭВ выполняется следующим образом. За номинальным размером проставляется буква, обозначающая назначенную посадку, а после нее дается цифра, которая указывает номер квалитета, например: 25H7 — для отверстия и 25h7 — для вала. Система СЭВ предусматривает также обозначение посадок на чертежах деталей с помощью числовых значений предельных отклонений — 25+0,021, 25 или комбинированным способом — 25Н7(+0,021), 25 . На чертежах изделий сопряжения обозначаются разными способами: 5 , или 25Н7/g6, или 25Н7—g6, где 25Н7 — отверстие, 5g6 — вал. Стандарт СТ СЭВ 145-75 содержит таблицы (для отверстий и валов), в которых указаны 28 рядов (по числу посадок) значений основных отклонений.
2) Допуски и посадки резьбовых соединений.
Резьба должна сопрягаться только по сторонам резьбового профиля (исключение составляют паронепроницаемые резьбы), поэтому основным параметром, определяющим характер посадки резьбовой пары, является средний диаметр. Допуски на наружный и внутренний диаметры устанавливают таким образом, чтобы исключить возможность защемления по вершинам и впадинам резьбы.
В бывшем СССР стандартизованы посадки с зазором, переходные и с натягом.
Наиболее распространена посадка с зазором, при которой номинальный средний диаметр равен наибольшему среднему диаметру резьбы гайки. Расположение полей допусков метрической резьбы в посадках с зазором показано на (рис. 1). Отклонения (ГОСТ 16093—81) отсчитываются от линии номинального профиля резьбы в направлении, перпендикулярном оси резьбы.
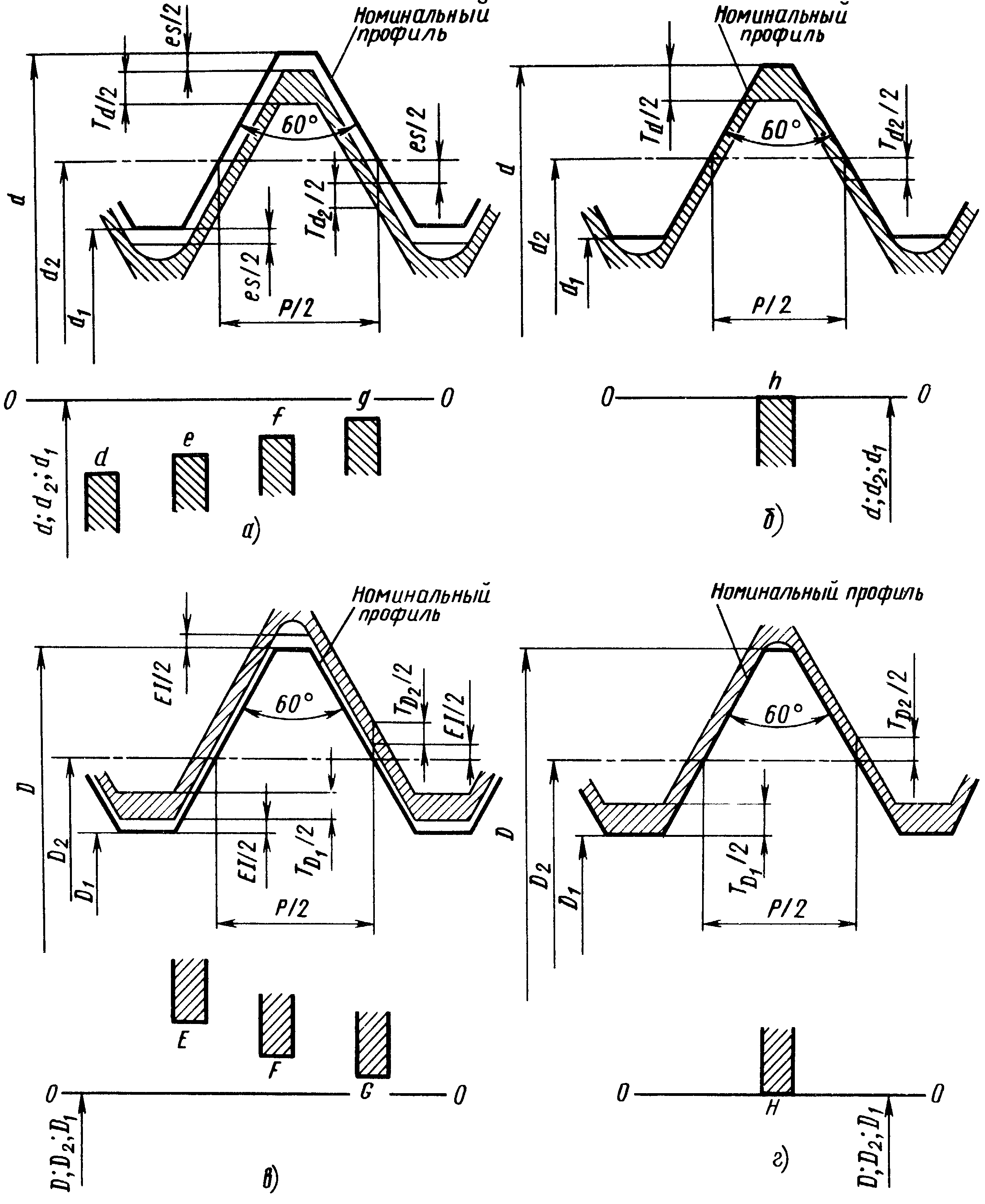
Рис. 1 - Схемы расположения полей допусков для посадок с зазором наружной (вверху) и внутренней (внизу) метрической резьбы с основными отклонениями d, e, f, g, (а); h (б); E, F, G, (в); H (г)
Допуски для диаметров резьбы болтов и гаек определяются в зависимости от принятой степени точности, обозначаемой числами. Приняты следующие степени точности для диаметров болта и гайки: d=4, 6, 8; d2 — 4, 6, 7, 8; D1 — 5, 6, 7; D2 — 4, 5, 6, 7. Допуски диаметров d1 и D — не устанавливаются.
Установлены ряды основных отклонений — верхних es для наружной резьбы (болтов) и нижних EI для внутренней резьбы (гаек), которые определяют расположение полей допусков диаметров резьбы относительно номинального профиля.
Значения допусков диаметров зависят от степени точности и шага резьбы (допуск среднего диаметра зависит еще и от номинального диаметра резьбы). Стандартом регламентированы допуски среднего диаметра Td2, TD2, наружной и внутренней резьб, наружного диаметра Td наружной резьбы и внутреннего диаметра TD2, внутренней резьбы (см. рис. 2).
Допуски средних диаметров являются суммарными, включающими отклонения собственно среднего диаметра и диаметральные компенсации отклонений шага и половины угла профиля.
Поле допуска резьбы образуется сочетанием поля допуска среднего диаметра с полем допуска диаметра выступов (диаметра d для болтов и диаметра D1 для гаек).
Обозначение поля допуска диаметра резьбы состоит из цифры, показывающей степень точности, и буквы, означающей основное отклонение.
Обозначение поля допуска резьбы включает в себя обозначение поля допуска среднего диаметра, помещаемого на первом месте, и обозначения поля допуска наружного диаметра для болтов (внутреннего диаметра для гаек).
Если обозначение поля допуска диаметра по вершинам резьбы совпадает с обозначением поля допуска среднего диаметра, то его в обозначении поля допуска резьбы не повторяют.
Примеры обозначения полей допусков резьбы с крупным шагом:
болт М10 — 6g;
гайка М10 — 6Н;
резьбы с мелким шагом:
болт М10 X 1 — 6g;
гайка М10 X 1 — 6Н.
Посадки резьбовых деталей обозначают дробью, в числителе которой указывают обозначение поля допуска гайки, а в знаменателе — обозначение поля допуска болта. Например: М10 — 6H/6g и М10×1 — 6H/6g.
В зависимости от требований, предъявляемых к точности резьбового соединения, поля допусков резьбы болтов и гаек установлены в трех условных классах точности (знаком ∗ отмечены поля допусков предпочтительного применения):
Класс |
Точный |
Средний |
Грубый |
Болт |
4h |
6h; 6g∗; 6е; 6d |
8h; 8g∗ |
Гайка |
4H; 5H |
5Н; 6Н; 6Н∗; 6G |
7Н∗; 7G |
Согласно ГОСТ 16093—81 допускаются любые сочетания полей допусков резьбы болтов и гаек, но сочетание полей допусков разных классов точности на средний и наружный (или внутренний для гаек) диаметры резьбы должно быть обосновано.
В соединениях шпилек с корпусами, а также при наличии специальных требований к резьбовым соединениям применяют переходные посадки, а также посадки с натягом. Неподвижность и прочность соединения обеспечиваются при посадках с натягом за счет натяга по среднему диаметру, при переходных посадках — за счет применения дополнительных элементов заклинивания: конического сбега, плоского бурта или цилиндрической цапфы.
Схема расположения полей допусков для посадок с натягом показана на (рис. 2, а). По наружному и внутреннему диаметрам предусмотрены зазоры, компенсирующие пластическое течение материала к вершинам резьбы. Для образования полей допусков в посадках с натягом установлены основные отклонения диаметров резьбы в зависимости от степени точности.
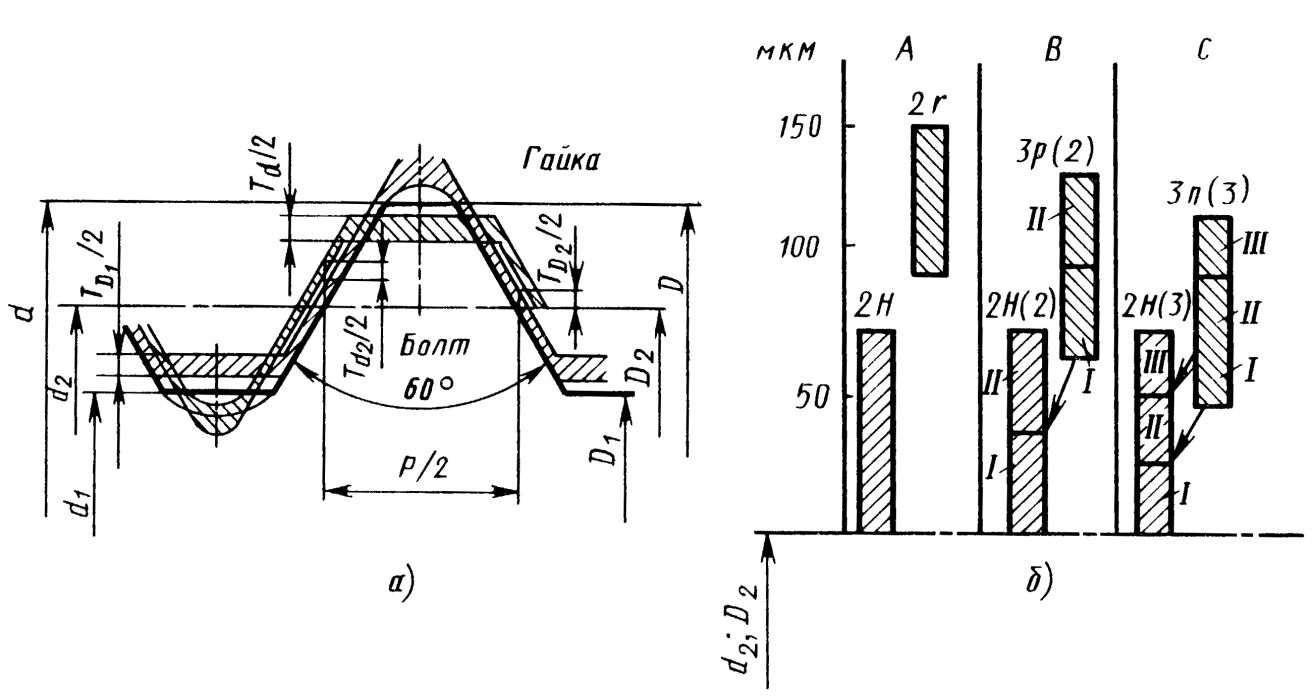
Рис. 2 - Схемы расположения полей допусков диаметров (а) и среднего диаметра (б) резьбы с натягом
При малых натягах не исключается вывинчивание шпилек в эксплуатации, а при чрезмерно больших натягах возможно скручивание шпилек и разрушение резьбы в корпусах при монтаже, поэтому на средние диаметры резьб деталей стандартом установлены более высокие степени точности: 3-я и 2-я — для шпилек, 2-я — для гнезд.
Для обеспечения более однородных натягов в партии соединений резьбовые детали сортируют на группы.
На (рис. 2, б) в качестве примера показаны схемы расположения полей допусков среднего диаметра резьбы М14×1,5 с натягом при сборке без сортировки на группы (случай А), а также с сортировкой на две (В) и три (С) группы. Номера сортировочных групп обозначены цифрами Ⅰ, Ⅱ, Ⅲ.
Посадки с натягом предусмотрены только в системе отверстия, что обеспечивает технологические преимущества. Рекомендуемые поля допусков и посадки приведены в табл. (ГОСТ 4608—81).
Билет 24
1) 24.1 ЕДСП
Системой
допусков и посадок называется совокупность
рядов допусков и посадок, закономерно
построенных на основе производственного
опыта и оформленных в виде
стандартов.
Эта система
распространяется на следующие
соединения в машиностроении: гладкие
(цилиндрические и плоские), конические,
резьбовые, шлицевые, зубчатые передачи
и т. д.
СНОВНЫЕ
ПОЛОЖЕНИЯ ЕСДП СЭВ
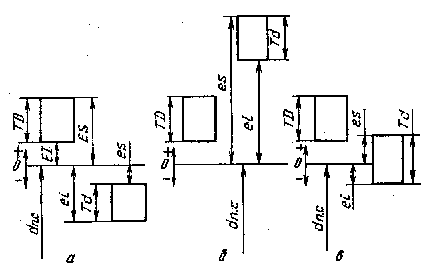 Рис.
12. Группы посадок:
а
— с зазором; б
— с натягом; в
— переходная.
В посадках с
зазором поле допуска отверстия
расположено над полем допуска вала, в
посадках с натягом поле допуска вала
расположено над полем допуска отверстия.
В переходных посадках поля допусков
отверстия и вала перекрываются.
^
Посадки с
зазором
должны обеспечивать наименьший
зазор между валом и отверстием. Такой
зазор обусловливает создание жидкостного
трения в процессе эксплуатации
соединения, а в прецизионных парах —
также точное центрирование и равномерное
вращение вала.
^
Посадки с
натягом
позволяют точно центрировать детали
и передавать в процессе длительной
эксплуатации заданный крутящий
момент или осевое усилие.
Переходные
посадки дают
возможность получить в соединении как
зазоры, так и натяги в зависимости от
предельных размеров сопрягаемых
деталей.
Посадки всех трех групп
получают, изменяя положение полей
допусков сопрягаемых деталей. Однако
в экономическом и техническом отношениях
удобнее получать посадки изменением
положения поля допуска или вала или
отверстия.
Основная
— это такая деталь, поля допуска которой
зависят от вида посадки. В системе
допусков и посадок СЭВ основными
деталями служат отверстия и валы. Поле
допуска основной детали является
базовым для образования посадок.
Основное
— это отверстие, нижнее отклонение
которого равно нулю, т. е. EI = 0.
Основной
— это вал, верхнее отклонение которого
равно нулю, т. е. es = 0.
^
Основное
отклонение
— одно из двух предельных отклонений
размера (верхнего или нижнего),
находящееся ближе к нулевой.
В
ЕСДП СЭВ входит два ряда посадок: в
системе отверстия и в системе вала.
^
Система
отверстия
— система, в которой посадки образуются
соединением различных валов с основным
отверстием (рис. 13, /).
Система
вала —
система, в которой посадки образуются
соединением различных отверстий с
основным валом (рис. 13, II).
Системой допусков и посадок СЭВ
устанавливается четыре диапазона
номинальных размеров: до 1 мм, 1...500, 500.
..3150, 3150. ..10000 мм. Благодаря такому
делению учитываются специфические
особенности образования посадок в
различных диапазонах размеров
соединений. Группы размеров состоят
из основных и промежуточных интервалов.
Размеры 1...500 мм делятся на 13 интервалов
(1...3, 3.. .6, 6. ..10 и т. д.). Начиная с 10 мм,
основные интервалы разбиты на
промежуточные (10.. .14, 14.. .18 и т. д.).
Рис.
12. Группы посадок:
а
— с зазором; б
— с натягом; в
— переходная.
В посадках с
зазором поле допуска отверстия
расположено над полем допуска вала, в
посадках с натягом поле допуска вала
расположено над полем допуска отверстия.
В переходных посадках поля допусков
отверстия и вала перекрываются.
^
Посадки с
зазором
должны обеспечивать наименьший
зазор между валом и отверстием. Такой
зазор обусловливает создание жидкостного
трения в процессе эксплуатации
соединения, а в прецизионных парах —
также точное центрирование и равномерное
вращение вала.
^
Посадки с
натягом
позволяют точно центрировать детали
и передавать в процессе длительной
эксплуатации заданный крутящий
момент или осевое усилие.
Переходные
посадки дают
возможность получить в соединении как
зазоры, так и натяги в зависимости от
предельных размеров сопрягаемых
деталей.
Посадки всех трех групп
получают, изменяя положение полей
допусков сопрягаемых деталей. Однако
в экономическом и техническом отношениях
удобнее получать посадки изменением
положения поля допуска или вала или
отверстия.
Основная
— это такая деталь, поля допуска которой
зависят от вида посадки. В системе
допусков и посадок СЭВ основными
деталями служат отверстия и валы. Поле
допуска основной детали является
базовым для образования посадок.
Основное
— это отверстие, нижнее отклонение
которого равно нулю, т. е. EI = 0.
Основной
— это вал, верхнее отклонение которого
равно нулю, т. е. es = 0.
^
Основное
отклонение
— одно из двух предельных отклонений
размера (верхнего или нижнего),
находящееся ближе к нулевой.
В
ЕСДП СЭВ входит два ряда посадок: в
системе отверстия и в системе вала.
^
Система
отверстия
— система, в которой посадки образуются
соединением различных валов с основным
отверстием (рис. 13, /).
Система
вала —
система, в которой посадки образуются
соединением различных отверстий с
основным валом (рис. 13, II).
Системой допусков и посадок СЭВ
устанавливается четыре диапазона
номинальных размеров: до 1 мм, 1...500, 500.
..3150, 3150. ..10000 мм. Благодаря такому
делению учитываются специфические
особенности образования посадок в
различных диапазонах размеров
соединений. Группы размеров состоят
из основных и промежуточных интервалов.
Размеры 1...500 мм делятся на 13 интервалов
(1...3, 3.. .6, 6. ..10 и т. д.). Начиная с 10 мм,
основные интервалы разбиты на
промежуточные (10.. .14, 14.. .18 и т. д.).
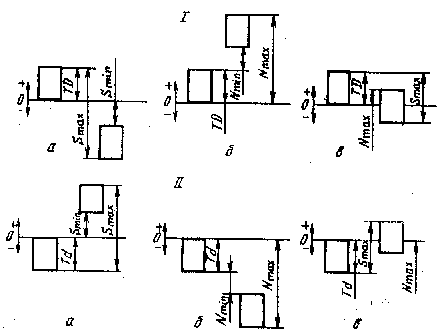 Рис.
13. Различные посадки:
I
– в системе отверстия; // — в системе
вала; а
— с зазором;
б
— с натягом; в
— переходная.
Единица
допуска
выражает зависимость допуска от
номинального размера. Для размеров до
500 мм
Рис.
13. Различные посадки:
I
– в системе отверстия; // — в системе
вала; а
— с зазором;
б
— с натягом; в
— переходная.
Единица
допуска
выражает зависимость допуска от
номинального размера. Для размеров до
500 мм
![]() (16)
где
Di
— среднее геометрическое граничных
значений интервала, в котором находится
данный размер.
(16)
где
Di
— среднее геометрическое граничных
значений интервала, в котором находится
данный размер.
![]() (17)
Квалитет
(от немецкого Qualitat — качество) — это
степень точности. Всего в ЕСДП СЭВ
предусмотрено 19 квалитетов, обозначаемых
порядковым номером, возрастающим с
увеличением допуска: 01, 0, 1, 2, 3,..., 17
(номера 01 и 0 соответствуют двум наиболее
точным квалитетам, введенным в систему
ИСО после введения 1-го квалитета).
Сокращенно допуск по одному из квалитетов
обозначают латинскими буквами и номером
квалитета, например IT9
— допуск по 9-му квалитету.
Допуск
выражается определенным, постоянным
для данного квалитета числом единиц
допуска а:IT=ia
(для размеров до 500 мм).
(17)
Квалитет
(от немецкого Qualitat — качество) — это
степень точности. Всего в ЕСДП СЭВ
предусмотрено 19 квалитетов, обозначаемых
порядковым номером, возрастающим с
увеличением допуска: 01, 0, 1, 2, 3,..., 17
(номера 01 и 0 соответствуют двум наиболее
точным квалитетам, введенным в систему
ИСО после введения 1-го квалитета).
Сокращенно допуск по одному из квалитетов
обозначают латинскими буквами и номером
квалитета, например IT9
— допуск по 9-му квалитету.
Допуск
выражается определенным, постоянным
для данного квалитета числом единиц
допуска а:IT=ia
(для размеров до 500 мм).
24.2 Основными эксплуатационными требованиями, предъявляемыми к коническим соединениям, являются:
Для подвижных соединений: обеспечение высокой точности центрирования, точности вращения и сохранения этой точности в процессе длительной эксплуатации;
для неподвижных соединений: передача наибольшего момента трения, а также наибольшая надежность и долговечность.
Для удовлетворения этих требований необходимо обеспечить наиболее полное прилегание поверхностей наружного и внутреннего конусов по всей длине. Наиболее полное прилегание конических поверхностей особенно важно для герметичных соединений.
Недопустимые перекосы, особенно если прилегание происходит не по большим, а по малым торцам конусов.
Билет 25