

79. Магнитоабразивная обработка.
Магнитоабразивное полирование в зависимости от роли, которую выполняет магнитное поле, можно разделить на следующие группы: 1) магнитное поле формирует из порошковой ферромагнитной абразивной массы своеобразный режущий инструмент и обеспечивает необходимые силы резания, а движение резания сообщается обрабатываемой заготовке обычным приводом; 2) магнитное поле в дополнение к двум первым функциям, присущим полированию первым способом, передает режущему инструменту движение резания от перемещающихся полюсов магнитов; 3) магнитное поле обеспечивает силы резания и сообщает непосредственно ферромагнитной массе движение, необходимое для резания.
Схемы магнитоабразивного полирования первым способом. Успешно могут обрабатываться и внутренние поверхности вращения (рис. 1, а). При этом один из полюсов электромагнита 2 вводится в отверстие заготовки 3 с рабочим зазором, заполняемым ферромагнитным абразивным порошком 1. Магнитный поток пронизывает в радиальном направлении стенку заготовки и рабочий зазор, удерживая в нем абразивный порошок и обеспечивая необходимые силы резания. Главным движением резания является вращение заготовки с частотой п. Дополнительное движение подачи s вдоль оси заготовки.
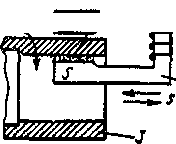
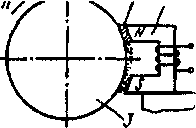 Рис.
1
Рис.
1
Магнитоабразивное полирования внутренние (а) и наружние (б)
Во втором случае магнитный поток от электромагнита замыкается через обрабатываемую заготовку из магнитопроводного материала и рабочие зазоры, заполненные ферромагнитным абразивным порошком. Полирование отверстия в корпусной детали из магнитопроводного материала можно осуществить порошком путем принудительного вращения с частотой п электромагнита / и его осевой подачи .
Схема магнитоабразивного полирования третьим способом. Заготовка , закрепленная на вращающемся, с частотой п шпинделе, опущена в ванну, которая заполнена магнитоабразивной суспензией . Переменное по величине и направлению магнитное поле, создаваемое магнитом , сообщает абразивной массе рабочее движение резания. Для равномерной обработки заготовка медленно поворачивается.
Для магнитоабразивной обработки разработаны специальные ферромагнитные абразивные материалы — ферриты и керметы. Ферриты — это неметаллические магнитные материалы, представляющие собой твердые растворы оксида железа г^Оз с оксидами двухвалентных металлов (Ni, Mn, Zn, Mg, Си и т. д.). После термической обработки (обжига) ферриты обладают высокой твердостью. Керамические материалы — керметы — представляют собой композиции металлов и оксидов, получаемые методом порошковой металлургии (смешивание, прессование, спекание, механическое дробление в порошок). Различают керметы, изготовленные на базе твердых тугоплавких соединений (карбидов, боридов, силицидов) , и оксидные (на базе электрокорунда). Для металлической связки керметов используются Ni, Со, Fe, Сг.
Рекомендуемые параметры режима магнитоабразивного полиро- вания. Эксперименты показали, что эффек- тивное уменьшение шероховатости обрабатываемой поверхности происходит в течение первых 20...30 с обработки, а в дальнейшем интенсивность снижения значения параметра Ra резко уменьшается. Исходная шероховатость с Ra = 0,63...1,25 мкм снижается до Ra = = 0,04...0,08 мкм. При увеличении магнитной индукции и скорости вращения заготовки, уменьшении рабочего зазора происходит интенсивное снижение исходной волнистости и огранки. Волнистость может быть уменьшена в 8...10 раз (с 2...3 до 0,2...0,4 мкм), а огранка — в 1,5...2 раза (с 2...3 до 0,8...2 мкм).
Магнитоабразивное полирование обеспечивает высокую интенсивность съема припуска (до 1 мкм/с) при низкой температуре в зоне обработки. Поэтому в подповерхностном слое материала детали снижается количество остаточного аустенита и преобладают сжимающие напряжения, отсутствуют прижоги и микротрещины.