

5. Типы производства
Тип производства – организационно-технологическая характеристика производственного процесса, основанная на выполнении принципов ОП.
Тип производства предопределяет применяемые:
методы подготовки, планирования, контроля производства,
формы организации труда,
особенности ТП.
Классификация типов производства рабочих мест по специализации и характеру повторяемости детале-операций:
массовое;
серийное;
единичное.
Таблица – Характеристика типов производства рабочих мест по специализации и характеру повторения детале-операций
Тип производства |
Характеристика типа производства рабочих мест |
Kзо |
Км |
Массовое |
Выполнение на одном рабочем месте одной повторяющейся операции над широкой номенклатурой деталей (изделий) |
1 |
1 |
Серийное |
Выполнение на одном рабочем месте двух или нескольких закреплённых операций над существенной номенклатурой деталей (изделий), чередующихся в определённой последовательности в соответствии с ритмом В зависимости от числа операций:
|
Kзо=2÷10
Kзо=11÷20
Kзо=21÷40 |
< 1 |
Единичное |
Выполнение на одном рабочем месте множества различных по сложности и продолжительности неритмичных операций над широкой номенклатурой деталей (изделий) |
Kзо > 40 |
0 |
По взаимной связи рабочих мест выражается в исполнении принципов непрерывности и прямоточности:
прерывное;
непрерывное.
Таблица – Характеристика прерывных и непрерывных ТП
Тип производства |
Характеристика движения изделий |
Причина прерывания материального потока |
Наличие вспомогательных операций |
Прерывное |
Прерывный поток изделий (наличие межоперационных перерывов) |
Несогласованность выполнения операций во времени |
|
Непрерывное |
Непрерывный поток изделий (прохождение изделия через все операции без задержек) |
Нет |
Нет |
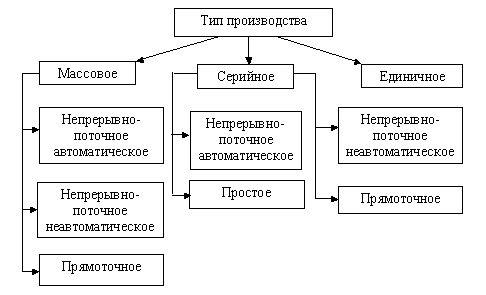
Рис. – Классификация типов производства
Таблица – Классификация типов производства и их краткая характеристика
Тип производства |
Подтип производства |
Отличительная особенность |
Размещение рабочих мест (оборудования) |
Массовое |
Непрерывно-поточное (автоматическое) |
Система машин-автоматов (поточно-автоматическая линия)
|
Прямоточное (в порядке последовательности операций ТП) |
Непрерывно-поточное (неавтоматическое) |
|
Прямоточное |
|
Прямоточное |
|
Прямоточное |
|
Серийное |
Непрерывно-поточное (автоматическое и неавтоматическое) |
|
Прямоточное |
|
Простое |
|
Групповое размещение оборудования по признаку технологической однородности (токарные, фрезерные, строгальные, протяжные, зуборезные и др.) |
Единичное |
|
|
Групповое размещение оборудования |
Таблица – Сравнительная технико-экономическая характеристика типов производства
Факторы |
Тип производства |
||
единичный |
серийный |
массовый |
|
Метод организации |
|||
Индивидуальный |
Партионный |
Поточный |
|
Номенклатура |
Неограниченная, изготавливаемая по заказу |
Широкая, но ограниченная сериями (партиями) |
Ограниченная номенклатура изделий, изготавливаемых в больших количествах |
Постоянство номенклатуры |
Не повторяется |
Периодическая |
Постоянная |
Характеристика деталей |
Оригинальные |
Относительно большой удельный вес стандартизованных, нормализованных деталей |
Унифицированные, взаимозаменяемые детали |
Специализация рабочих мест (закрепление операций) |
Различные операции (закрепление отсутствует) |
Периодически повторяющиеся операции (ограниченное число детале-операций) |
Одна-две, постоянно повторяющиеся операции на станок |
Характеристика производственного цикла |
Длительный и очень длительный |
Сокращенная длительность |
Минимальная длительность |
Характеристика ТП |
Укрупненный, с применением маршрутных карт, большой удельный вес ручных и доводочных операций |
Более детальная проработка ТП, сокращение ручных и доводочных работ |
Подетальная, пооперационная технология, доведенная до трудоприемов |
Оборудование |
Универсальное |
Универсальное и специальное |
Преимущественно специальное |
Расположение оборудования |
Группами (по технологическому принципу) |
Группами (по технологическому принципу) для обработки конструктивно и технологически однородных деталей (по предметному принципу) |
По ходу ТП (по предметному принципу) |
Передача предметов труда с операции на операцию |
Последовательная |
Параллельно-последовательная |
Параллельная |
Форма организации ПП |
Технологическая |
Предметная, групповая, гибкая предметная |
Прямолинейная |
Оснастка |
Универсальная |
Унифицированная |
Специальная |
Квалификация основных рабочих |
Высокая |
Средняя, высокая на станках с ЧПУ и гибких автоматизированных линиях |
Сравнительно невысокая на поточных линиях, высокая на автоматических и гибких автоматизированных линиях |
Характеристика оперативного руководства |
Децентрализованное |
Централизованное |
Более глубокая централизация |
Эффективность производства |
Высокая материалоемкость, трудоемкость и себестоимость продукции, низкая производительность труда |
Снижение материалоемкости, трудоемкости и себестоимости продукции, повышение производительности труда |
Низкая материалоемкость, трудоемкость и себестоимость продукции, высокая производительность труда |
Условное деление предприятий по производству (отраслям) |
Тяжелое, транспортное, энергетическое машиностроение, самолетостроение; опытные и экспериментальные производства |
Станкостроение, агрегатные производства |
Автомобилестроение |