

Особенности расчетов автоматических линий
Расчет производительности АЛ
Цикловая: qц = Nц / Тц
Потенциальная: qп = Nц / (Тц + tт.о.)
Фактическая: qф = Nц / (Тц + tт.о. + tо.о.)
Nц – число делалей, изготавливаемых за один цикл
Тц = tо. + tв. – время одного цикла
tт.о. – время технологического обслуживания
tо.о. – время организационного обслуживания
tо. – основное время (на обработку изделия)
tв. – вспомогательное время (на установку, закрепление и снятие изделий)
Расчет технического уровня АЛ определяется коэффициентом общего использования Кт.и. и отражает уровень цикловых непроизводительных затрат времени и внецикловых простоев в связи с плановыми и неплановыми ремонтами.
Кт.и. = qп / qц = Тц / (tо + tв. + tт.о.)
Расчет организационно-технического уровня АЛ определяется коэффициентом технического использования Ко.т.и. и отражает уровень всех непроизводительных затрат времени (и технические и организационные).
Ко.т.и. = qф / qц = Тц / (tо + tв. + tт.о. + tо.о.)
Таким образом,
qф = qц * Ко.т.и.
Расчет такта (ритма) АЛ
r = tо + tв. + tтр.
tтр. – время транспортировки детали с одной позиции на другую
Расчет компенсационного задела Zк в целях синхронизации работы участков, включенных в АЛ.
Zк = tк.з. [(1 / rmax) – (1 / rmin)] = (tк.з. * Δr) / (rmax * rmin)
tк.з. – время создания компенсационного задела
rmax, rmin – меньший и больший такты смежных участков
Δr – допустимая величина колебания (отклонения) усредненных тактов на смежных участках
Δr = (Zк * rmax * rmin) / tк.з.
Особенности расчетов автоматических роторных линий
Роторные машины – наиболее производительные из существующих агрегатов, монтируются в соответствии с требованиями ПТ в автоматические роторные линии (АРЛ) и могут быть перегруппированы на основе блочно-модульного принципа.
Преимущества АРЛ и роторных машин:
Высокая производительность
Безотказность
Возможность синхронизации процессов
Непрерывность транспортировки
Быстрая установка и быстросъемность изделия (без остановки ротора)
Гибкость
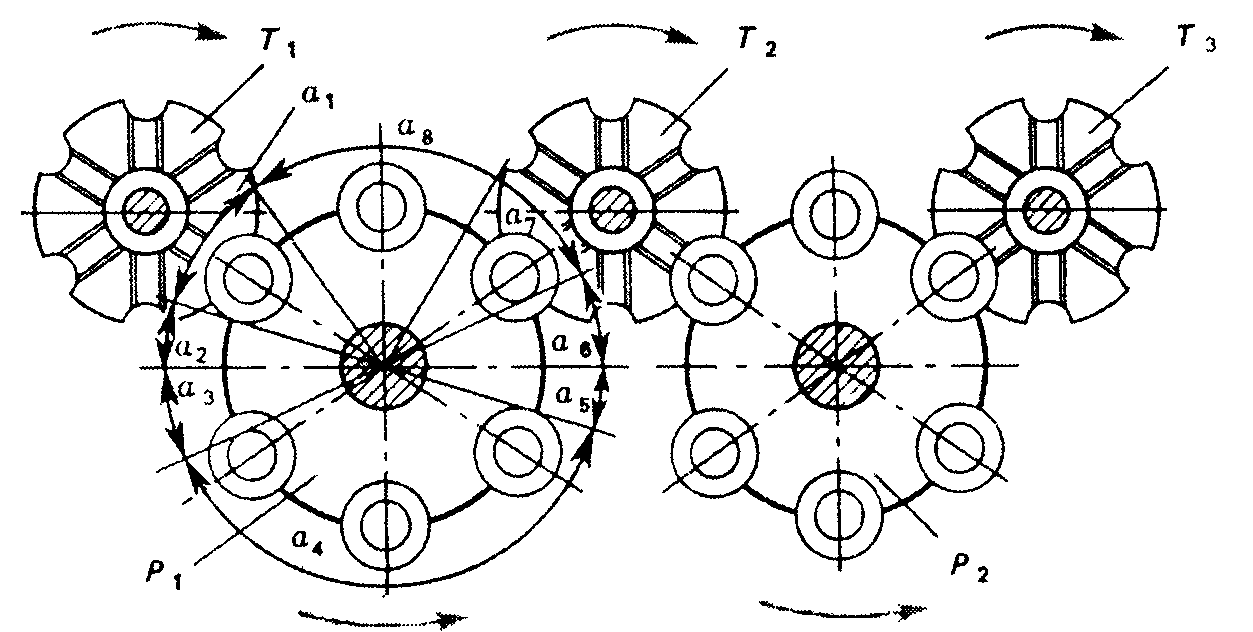
Рис. Схема работы АРЛ с двумя рабочими технологическими роторамиР1, Р2 и тремя транспортными роторами Т1, Т2, Т3
Цикл для каждого ротора равен сумме интервалов, связанных с его поворотом на определенный угол i.
Тц.р.л. = tп. + tк.п.. + tз. + tт. + tо.и. + tр. + tт.т. + tх.
tп. – время передачи заготовки из транспортного ротора в инструментальный блок рабочего ротора - 1
tк.п. – контроль правильности положения, наличия или отсутствия заготовки перед обработкой - 2
tз. – закрепление заготовки и подвод инструмента - 3
tт. – технологическая операция - 4
tо.и. – отвод инструмента - 5
tр. – раскрепление изделия - 6
tт.т. – п ередача изделия из технологического ротора в транспортный - 7
tх. – холостое движение инструментального блока - 8
Производительность АРЛ:
Цикловая: qц.р.л. = т.р. / lр
т.р. – окружная скорость перемещения позиции ротора
lр – шаг между позициями ротора
Фактическая: qф.р.л. = qц.р.л. / Кт.и., при Кт.и. 1
Производительность отдельной роторной машины зависит от числа рабочих (инструментальных позиций nи. b угловой скорости ротора :
Цикловая: qц.р. = nи. * = nи. / Тц.р.л.
Условие синхронности процесса обеспечивается варьированием числа позиций на рабочих местах n и выражается так
(t1 / n1) = (t2 / n2) = … (ti / ni) = const
Необходимое количество роторных марин или АРЛ Sр.л. для выполнения годовой программы выпуска N
Sр.л. = N / (qт * Фд * Кп)
qт – техническая производительность АРЛ, шт / час
Фд – действительный фонд времени работы линии за год, ч
Кп – коэффициени, учитывающий потери времени по техническим и организационным причинам.
При Sр.л. < 0,8 использовать АРЛ не эффективно и необходимо оценить возможность создания многономенклатурной линии.