

69. Центробежный способ превращения силикатного расплава в минеральное волокно.
Основан на использовании центробежной силы, передаваемой от быстро вращающихся валков струе расплава. Количество валков может быть 1-6 шт, расплав подается в одну и туже точку верхнего валка, после чего может уже разогнанным передаваться на поверхности других валков, еще более ускоряясь и расщепляясь на тонкие нити.

70. Комбинированные способы превращения силикатного расплава в минеральное волокно.
Основан на использовании центробежной силы вращающихся валков так и энергии газа (пара), подаваемого под давлением. Энергия пара (газа) используется на заключительном этапе формования.
Разновидности:
- центобежно-дутьевой (расплав расщепляется на валках, а затем дополнительно раздувается горячим газом (паром) в дутьевом котле).
- центробежный фильерно-дутьевой способ (основным валокнообразующим аппаратом является быстро вращающаяся фильерная чаша, боковые поверхности которой имеют большое количество маленьких отверстий, внутрь ее подается расплав, снаружи располагается гребенчатое устройство для упаковки волокна). Волокно с диаметром 1-2 микрометра.
71. Способы нанесения связующего при изготовлении минерального волокна.
- пульверизация (нанесение связующего путем распыления через форсунки на поверхность сформированного ковра с последующим вакуумированием полученной массы с противоположной стороны. Недостатки: неравномерное содержание связующего по сечению и повышенный расход связующего для более плотных и высоких плит).
- методом пролив с вакуумированнем.
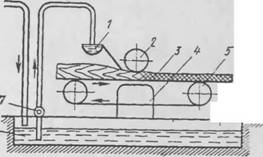
1 — ванна с желобком; 2— отжнмной вал; 3 — мннера ловатиый ковер; 4 — патрубок; 5 — конвейер; 6 — бассейн для связующего; 7— насос
- приготовление гидромасс (мокрый способ) (заключается в перемешивании полученных минеральных волокон в специальных смесителях исключающих наматывание массы на вал со связующим. Изготавливают жесткие, сверхжесткие плиты на битумном или синтетическом связующем).
- конвейерный способ.
- прессовый способ.
72. Конвейерный способ формования минераловатных плит. Характеристики получаемых изделий.

73. Прессовый способ формования минераловатных изделий. Характеристики получаемых изделий.

74. Технология получения минераловатных цилиндров на синтетическом связующем. Ламельные изделия.
Способ навивки позволяет получать цилиндры и полуцилиндры полужесткого типа различных диаметров. Для этого используют навивочные станки.
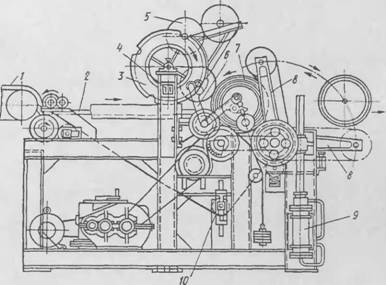
1 — минераловатный ковер; 2 — прорезиненная лента; 3 — зубчатые диски; 4 — электромагнит; 5 — перфорированные скалки; 6 — кронштейны; 7 — барабан для навнвки цилиндров, 8 — качающиеся кронштейны. 9 — пневмоцилнндр, ’0 — натяжная станция
Минераловатный ковер с нанесенным на него связующим выходит из камеры волокноосаждення толщиной не более 30 мм, что достигается увеличением скорости конвейера, и поступает па станок. Прорезиненная лента огибает ряд барабанов. Она служит одновременно формирующим и транспортирующим рабочим органом. Минераловатный слои навивается на перфорированные металлические скалки, так как оп затягивается между скалкой и огибающей ее лентой. По достижении заданной толщины слоя срабатывает концевой выключатель, пиевмоцилиндр переводит качающиеся кронштейны в горизонтальное положение, а включающийся электродвигатель за счет увеличения скорости движения лепты позволяет оторвать намотанный на скалку цилиндр от минера юна того копра. Готовый цилиндр имеете со скалкой подается к станку для прокатки и калибровки. Калибровочный станок состоит из двух ленточных конвейеров и цепного конвейера с гнездами для скалок с навитыми на них цилиндрами. Находясь в гнездах цепного конвейера, цилиндры на скалках прокатываются между лентами двух конвейеров, при этом минеральная вата уплотняется и происходит калибровка цилиндров.
Тепловая обработка откалиброванных цилиндров осуществляется в специальной камере, куда они поступают с влажностью 10… 12%. В течение 15 мин цилиндры высушиваются до влажности 0,2…0,3% и за счет отверждения связующего приобретают механическую прочность. Тепловая обработка изделии осуществляется путем просасывання теплоносителя с температурой 140… 180°С через скалку и минераловатный слой. Снятые со скалок цилиндры разрезают в поперечном направлении в соответствии с заданной длиной. Для удобства монтажа цилиндры разрезают вдоль по образующей с одной стороны и делают надрез с противоположной внутренней стороны на глубину 10… 15 мм.
Вертикально-слоистые (ламельные) маты
Вертикально-слоистые (ламельные) маты изготавливают из минеральной ваты на основе базальтовых пород c синтетическим связующим на подложке из фольги.
Маты формируются из полос (ламелей) каменной ваты, приклеенных к подложке (алюминиевая фольга, армированная стеклосеткой). Основная область применения - теплоизоляция оборудования, трубопроводов (воздуховодов, газоходов) в инженерных системах отопления, вентиляции, кондиционирования зданий, промышленных предприятий, наружных теплотрасс и т. д.