

Оборудование сварочных постов
При выполнении производственных операций за рабочим или бригадой рабочих закрепляется рабочее место в виде участка производственной площади, оснащенной, согласно требованиям технологического процесса, соответствующим оборудованием и необходимыми принадлежностями. Рабочее место электросварщика, оборудованное всем необходимым для выполнения сварочных работ, называют сварочным постом. Сварочные посты могут быть стационарными или подвижными. От правильной организации рабочего места в значительной степени зависят высокая производительность труда сварщиков и качество сварных швов и соединений.
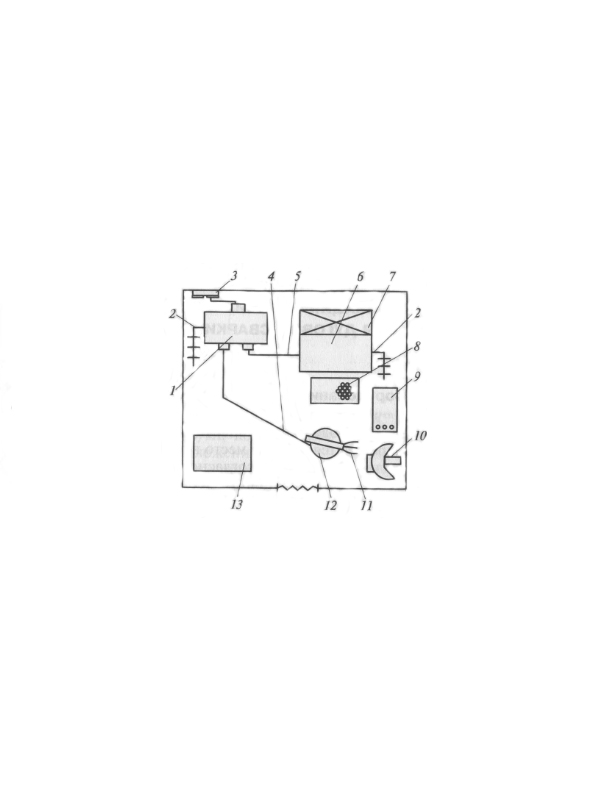
Рис. 9. Планировка сварочной кабины: 1 – источник питания дуги; 2 – заземление; 3 – пускатель источника питания; 4 и 5 – прямой и обратный токоподводящие провода; 6 – стол; 7 – вентиляция; 8 – коврик; 9 – электроды; 10 – щиток; 11 – электрододержатель; 12 – стул; 13 – ящик для отходов
Характерные электроприёмники производства
Характеристики источников питания дуги и требования к ним
Для создания устойчивого дугового разряда между электродом и свариваемым изделием к ним необходимо подвести напряжение от специального источника питания электрическим током. Такой источник должен обеспечивать легкое и надежное возбуждение дуги, устойчивое ее горение в установившемся режиме сварки, регулирование мощности (силы тока). Одной из характеристик источников тока является внешняя вольт-амперная характеристика, представляющая собой зависимость напряжения на выходных зажимах источника от силы тока нагрузки и выражаемая графически.
В нешние
вольт-амперные характеристики источников
питания сварочной дуги (рис. 10.1) могут
быть падающими
(напряжение
уменьшается с увеличением сварочного
тока), жесткими
(уменьшения
напряжения с увеличением силы тока не
происходит), возрастающими
(при
увеличении силы тока напряжение
возрастает). Наиболее часто используют
источники с характеристиками первого
типа. Между статической вольт-амперной
характеристикой дуги и внешней
характеристикой источника питания
должно быть определенное соответствие.
нешние
вольт-амперные характеристики источников
питания сварочной дуги (рис. 10.1) могут
быть падающими
(напряжение
уменьшается с увеличением сварочного
тока), жесткими
(уменьшения
напряжения с увеличением силы тока не
происходит), возрастающими
(при
увеличении силы тока напряжение
возрастает). Наиболее часто используют
источники с характеристиками первого
типа. Между статической вольт-амперной
характеристикой дуги и внешней
характеристикой источника питания
должно быть определенное соответствие.
Рис. 10. 1. Внешние вольт-амперные характеристики источников питания дуги:
1 – крутопадающая; 2 – пологопадающая; 3 – жесткая; 4 – возрастающая.
При стабильном горении дуги требуется выполнение условий

Где
 —
напряжение дуги и источника соответственно;
—
напряжение дуги и источника соответственно;
 - ток дуги и источника соответственно.
- ток дуги и источника соответственно.
П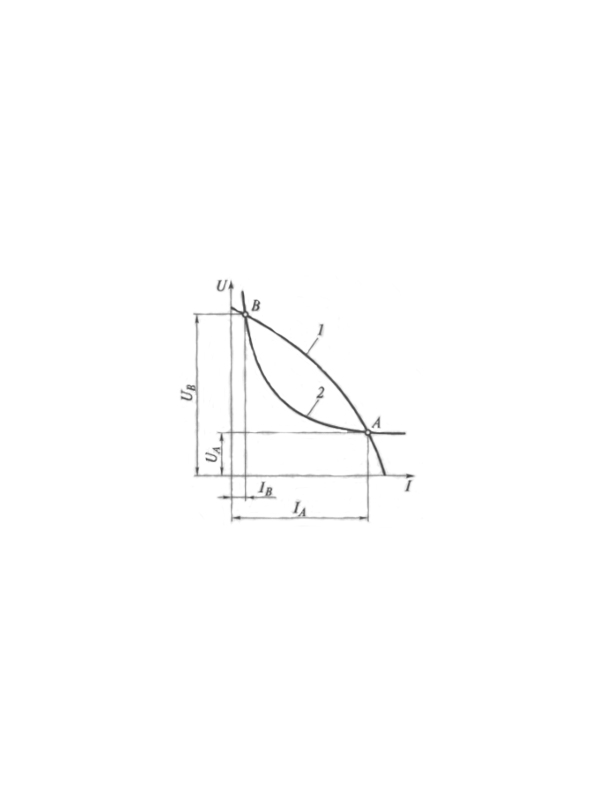 ри
совмещении вольт-амперных характеристик
источника тока 2
и
дуги 1
(рис.
10.2) такое условие может выполняться в
двух точках А
и
В.
Однако
устойчивый процесс существования дуги
будет лишь в точке А
ри
совмещении вольт-амперных характеристик
источника тока 2
и
дуги 1
(рис.
10.2) такое условие может выполняться в
двух точках А
и
В.
Однако
устойчивый процесс существования дуги
будет лишь в точке А
Рис. 10.2. Совмещение вольт-амперных характеристик дуги 1 и источника тока 2:
А и В – точки стабильного горения дуги.
Выбор источника питания по типу внешней характеристики производят в зависимости от способа сварки и конкретных условий ведения процесса.
Источники сварочного тока могут работать в одном из сварочных режимов: перемежающемся, повторно-кратковременном и продолжительном.
В перемежающемся режиме работа под нагрузкой в течение времени tн чередуется с холостым ходом в течение времени tх х, когда источник силы тока не отключается от сети.
Такой режим работы характерен для источников при ручной дуговой сварке, а также для автоматической и механизированной сварки на постоянном токе. Для ручной сварки в большинстве случаев источники имеют номинальную продолжительность нагрузки, равную 20; 35 и 60 %.
В
повторно-кратковременном
режиме
работа под нагрузкой чередуется с
временем пауз, когда источник полностью
отключается от сети на время tп.
Такой режим характерен для автоматической
и механизированной сварки на переменном
токе, а источники имеют продолжительность
включения(
 ), равную 60 % и более.
), равную 60 % и более.
В продолжительном режиме источник питания может работать под нагрузкой непрерывно (многопостовые источники). Все сварочные источники в промышленности квалифицируются по ряду признаков. На переменном токе работают сварочные трансформаторы, генераторы повышенной частоты; на постоянном токе — генераторы, выпрямители. Также классификацию проводят по конструктивным особенностям, виду внешних характеристик, количеству одновременно подключаемых постов сварки и др. Требования к источникам и их характеристики определяются соответствующими стандартами.