

Материалы матриц.
В качестве материалов матриц при изготовлении МКМ применяют освоенные промышленностью металлы и сплавы, а также сплавы, создаваемые специально для получения МКМ.
В зависимости от требуемых эксплуатационных свойств применяют следующие материалы: легкие металлы и сплавы на основе алюминия и магния; сплавы на основе титана, меди; жаропрочные и жаростойкие сплавы на основе железа, никеля и кобальта; тугоплавкие сплавы на основе вольфрама, молибдена и ниобия.
Алюминиевые сплавы обладают хорошей пластичностью, коррозионной стой
костью, но сравнительно невысокой прочностью.
Перспективным для жаропрочных КМ является САП (спеченный алюминиевый порошок), который представляет собой алюминий, упрочненный дискретными частицами оксида алюминия. МКМ на основе САП имеют высокую жаропрочность (до 500 °С), хорошо обрабатываются давлением, резанием и обладают высокой коррозионной стойкостью.
Магний и его сплавы характеризуются низкой плотностью, относительно высокими механическими свойствами, способностью сопротивляться ударным нагрузкам и вибрациям. Кроме того, они достаточно пластичны и хорошо обрабатываются давлением.
Титановые сплавы имеют малую плотность, а по прочностным характеристикам превосходят алюминиевые и магниевые сплавы. Они имеют достаточно хорошие литейные свойства и могут обрабатываться пластическим деформированием в широком интервале температур (600 ... 1200 °С).
Медь и медные сплавы имеют высокую электропроводимость и теплопроводность. В технологическом отношении медь и ее сплавы характеризуются высокими пластическими свойствами. В большинстве случаев медные сплавы пластически деформируются в холодном состоянии.
Жаропрочные и жаростойкие сплавы получают на основе системы никель - хром с легирующими добавками вольфрама, молибдена, титана, алюминия. Они стойки к образованию окалины на поверхности в газовых средах при нагреве свыше 500 °С.
Порошковой металлургией стало возможно получать МКМ с матрицей из особотугоплавких сплавов - ниобия, вольфрама, молибдена и сплавов на их основе. Волокнистыми наполнителями (нитевидными кристаллами из тугоплавких соединений) эти матрицы армируют с целью придания им особых эксплуатационных свойств (ударопрочности, термостойкости и других специальных физических характеристик).
Способы получения полуфабрикатов и готовых изделий из волокнистых композиционных материалов.
При разработке технологического процесса получения изделий из КМ приходится в комплексе решать многие вопросы: выбор армирующих и матричных материалов, их химическое взаимодействие, смачивание, способы ориентации армирующих волокон, способы окончательного объединения волокон и матрицы в единое целое (изделие), выбор оптимальных технологических режимов и др. Не существует универсального технологического процесса, пригодного для получения любого изделия из КМ.
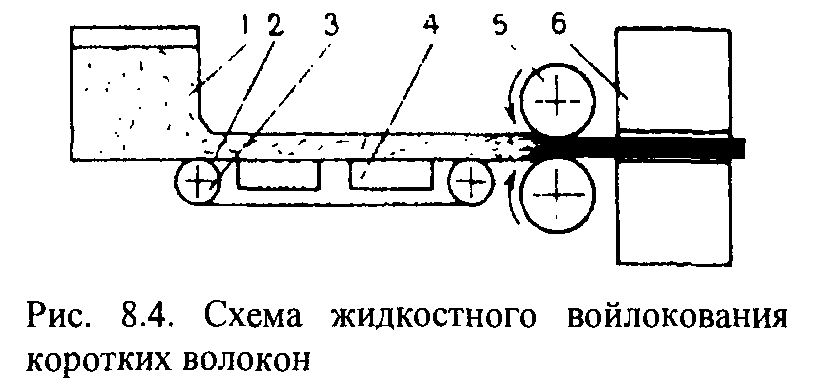
1 – бак суспензии; 2 – фильтр; 3 – ролики; 4 – камера для отбора жидкости; 5 – валки; 6- печь.
Пряжей называют нить из коротких волокон, соединенных путем кручения.
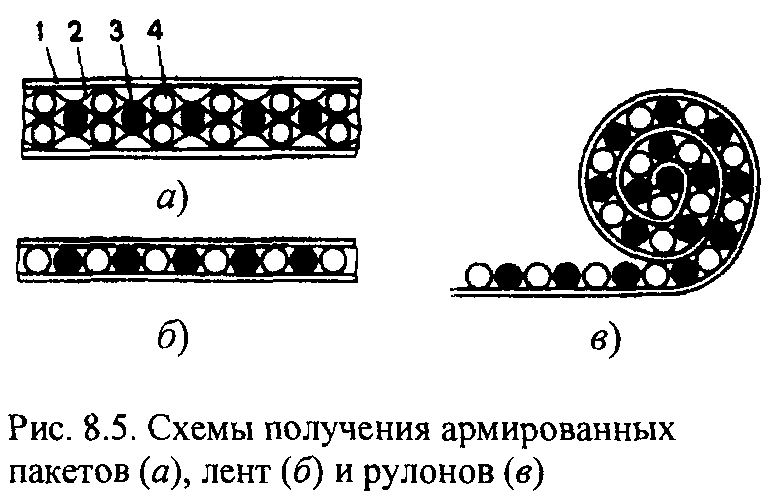
1 – полосы материала матрицы; 2 – рифленая фольга из материала матрицы; 3 – армирующие волокна; 4- волокна из материала матрицы.
Технологическому процессу получения КМ предшествуют вспомогательные операции: очистка, мойка и сушка волокон, объединение их в жгуты или каркасы, получение элементарных соединений матрица - волокно, сборка чередующихся слоев элементов и др.
Все технологические способы получения препрегов, полуфабрикатов и изделий из МКМ условно можно разделить на четыре основные группы: парогазофазные, жидкофазные, твердожидкофазные и твердофазные.
Парогазофазные способы применяют для нанесения на волокна жгута, ленты и ткани барьерных или технологических покрытий.
Жидкофазные способы используют на всех стадиях производства КМ - от полуфабрикатов до изделий. К ним относятся протяжка волокон, жгутов и тканей через расплав материала матрицы для пластифицирования волокна и получения соответствующих препрегов; пропитка пакетов препрегов материалом матрицы на стадии получения полуфабрикатов или готовых изделий из КМ; плазменные и некоторые другие виды газотермического распыления металлов для получения ленточных препрегов и "корковых" полуфабрикатов, подвергаемых последующему компактированию методами обработки давлением.
Твердожидкофазные способы используют для получения полуфабрикатов и изделий из КМ методами горячего прессования, волочения и прокатки пакетов, препрегов.
Твердофазные способы используют для компактирования изделий из полуфабрикатов.
Универсальным и наиболее освоенным промышленностью способом изготовления КМ является пропитка.
На предприятиях обычно организуют выпуск полуфабрикатов в виде листов, труб, профилей и т.д.

Если в качестве арматуры выбраны волокна или проволоки со значительным запасом пластичности, то уплотнять МКМ можно ковкой, прокаткой, импульсным прессованием и др. Возможны также различные способы диффузионной сварки.