

Плазменная струя и плазменная дуга. Схема, работа и применение.
Плазменная струя, применяемая для сварки, представляет собой направленный поток частиц или полностью ионизированного газа, имеющего температуру 10 000…20 000 0С. Плазму получают в плазменных горелках, пропуская газ через столб сжатой дуги. Дуга горит в узком канале сопла горелки, через который продувают газ. Газ, проходящий через столб дуги, нагревается, ионизируется и выходит из сопла в виде высокотемпературной плазменной струи. В качестве плазмообразующих газов применяют азот, аргон, водород, гелий, воздух и их смеси.
Применяют два основных плазменных источника нагрева: плазменную струю, выделенную из столба косвенной дуги и плазменную дугу, в которых дуга прямого действия совмещена с плазменной струей.
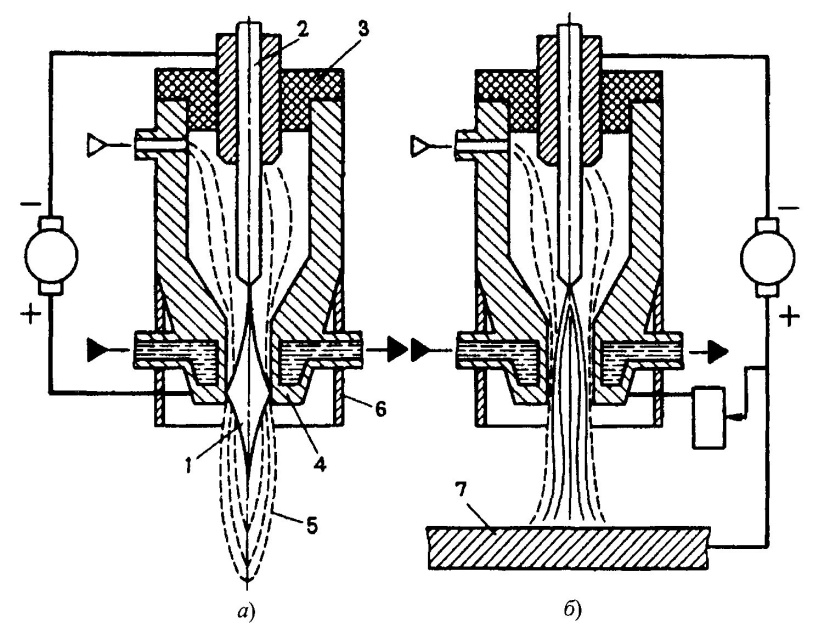
Соответственно применяют две схемы плазменных горелок. В горелках для получения плазменной струи дуга 1 горит между вольфрамовым электродом 2 и соплом 4, к которому подключен положительный полюс источника тока (рис. 5.12, а). Электрод изолирован от корпуса горелки керамической прокладкой 3. Сопло интенсивно охлаждается водой. Из сопла выходит ярко светящаяся плазменная струя 5. Горелка питается постоянным током прямой полярности от источников с падающей характеристикой. Дугу зажигают с помощью осциллятора.
Плазменная струя представляет собой независимый источник теплоты, позволяющий в широких пределах изменять степень нагрева и глубину проплавления поверхности заготовок. Тепловая мощность плазменной струи ограничена, и ее применяют для сварки и резки тонких металлических листов и неэлектропроводящих материалов, для напыления тугоплавки материалов.
Устройство горелок для получения плазменной дуги (рис. 5.12, б) принципиально не отличается от устройства горелок первого типа. Только дуга горит между электродом и заготовкой 7.
Плазменная дуга обладает большой тепловой мощностью, имеет более широкое применение: для сварки высоколегированной стали, сплавов титана, никеля, молибдена, вольфрама. Плазменную дугу применяют для резки материалов (меди, алюминия), наплавки тугоплавких материалов на поверхность.
Плазменной дугой можно сваривать металл толщиной до 10 мм без разделки кромок и применения присадочного материала. Так как плазменная дуга обладает высокой стабильностью, то обеспечивается повышенное качество сварных швов. Это позволяет выполнять микроплазменную сварку металла толщиной 0,025…0,8 мм.
Недостаток плазменной сварки – недолговечность горелок.
Аргонно-дуговая сварка неплавящимися и плавящимися электродом. Схема, особенности, применение.
При сварке в защитном газе электрод, зона дуги и сварочная ванна защищены струей защитного газа. Аргон - бесцветный газ, в 1,38 раза тяжелее воздуха, нерастворим в жидких и твердых металлах. Аргон выпускают высшего и первого сортов, имеющих соответственно чистоту 99,992 и 99,987 %. Будучи на 38% тяжелее воздуха, аргон вытесняет его из зоны сварки и надежно изолирует сварочную ванну от контакта с атмосферой.
Сварку неплавящимся вольфрамовым электродом (Тпл = 3370 °С) применяют, как правило, при соединении металла толщиной 0,8 ... 6 мм. Неплавящиеся электроды для аргонодуговой сварки изготовляют из стержней вольфрама с добавками оксидов тория, лантана и иттрия в количестве 1 ... 3 % (вольфрам торированный и т.п.). Выпускаются электроды диаметром 0,2 ... 12 мм. Ориентировочно ток выбирают из расчета 100 А на 1 мм диаметра электрода. В качестве присадочного материала и плавящегося электрода применяют стандартную сварочную проволоку из металла, сходного по химическому составу со свариваемым металлом. Сварку неплавящимся электродом ведут на постоянном токе прямой полярности. В этом случае дуга горит устойчиво при напряжении 10 ... 15 В и минимальном токе 10 А. Это обеспечивает возможность сварки малых толщин металла 0,8 ... 1,0 мм. При обратной полярности возрастает напряжение дуги, уменьшается устойчивость горения и снижается стойкость вольфрамового электрода. Для сварки листового металла толщиной 0,2 ... 1,5 мм применяют автоматическую сварку неплавящимся электродом в импульсном режиме.
Сварку плавящимся электродом выполняют автоматическим или механизированным с помощью полуавтоматов. Сваривают металл толщиной 3 мм и более. В соответствии с необходимостью применения высоких плотностей тока (100 А/мм2 и более) для сварки плавящимся электродом используют проволоку малого диаметра (0,6 ... 3 мм) и большую скорость ее подачи. Такой режим сварки обеспечивается только механизированной подачей проволоки в зону сварки. Сварку выполняют на постоянном токе обратной полярности.


1 - присадочный пруток или проволока; 2 - сопло; 3 - токоподводящий мундштук; 4 - корпус горелки; 5 - неплавящийся вольфрамовый электрод; 6 - рукоять горелки; 7 - атмосфера защитного газа; 8 - сварочная дуга; 9 - ванна расплавленного металла; 10 - кассета с проволокой; 11 - механизм подачи; 12 - плавящийся металлический электрод (сварочная проволока).
Области применения аргонодуговой сварки охватывают широкий круг материалов и изделий (узлы летательных аппаратов, элементы атомных установок, корпуса и трубопроводы химических аппаратов и т.п.). Аргонодуговую сварку применяют для соединения цветных (алюминия, магния, меди) и тугоплавких (титана, ниобия, ванадия, циркония) металлов и их сплавов, а также легированных и высоколегированных сталей. Сварку выполняют в любом пространственном положении.