Источники сварочного тока (трансформатор, выпрямитель). Совместная характеристика источника и дуги.
Источники сварочного тока служат для питания сварочной дуги. Различаются источники переменного тока (сварочные трансформаторы), постоянного тока (сварочные выпрямители, преобразователи, инверторы). Для ручной дуговой сварки применяют источники сварочного тока с падающей характеристикой, которые: 1) Облегчают зажигание дуги за счет повышенного напряжения холостого хода 2) Обеспечивают устойчивое горение и практически постоянной проплавляющей способности дуги. 3) Ограничивают ток короткого замыкания, для недопущения перегрева токопроводящих проводов и источников тока.
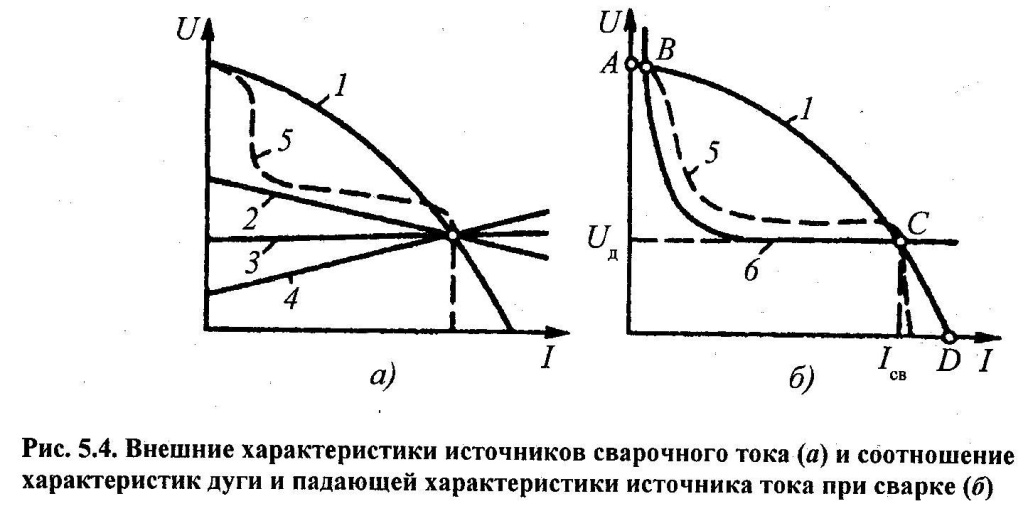
Внешней характеристикой источника называется зависимость напряжения на его выходных клеммах от тока в электрической цепи. Внешние характеристики могут быть следующих основных видов: падающая 1, пологопадающая 2, жесткая 3, возрастающая 4 (рис. 5.4, а).
Для питания дуги на участке с жесткой характеристикой применяют источники с падающей или пологопадающей характеристикой (ручная дуговая сварка, автоматическая под флюсом, сварка в защитных газах неплавящимся электродом).
Режим горения дуги определяется точкой пересечения характеристик дуги 6 и источника тока 1 (рис. 5.4, б). Точка В соответствует режиму неустойчивого горения дуги, точка С - режиму устойчивого горения дуги (Iсв и Uд), точка А - режиму холостого хода в работе источника тока в период, когда дуга не горит и сварочная цепь разомкнута. Режим холостого хода характеризуется повышенным напряжением (60 ... 80 В). Точка D соответствует режиму короткого замыкания при зажигании дуги и ее замыкании каплями жидкого электродного металла. Наилучшим образом приведенным требованиям удовлетворяет источник тока с идеализированной внешней характеристикой 5 (рис. 5.4).
Для обеспечения устойчивости горения дуги на участке III с возрастающей характеристикой применяют источники сварочного тока с жесткой или возрастающей внешней характеристиками (сварка в защитных газах плавящимся электродом и автоматическая под флюсом током повышенной плотности).
Сварочные трансформаторы преобразуют сетевое напряжение (220 или 380 В) в пониженное (меньше 140 В), необходимое для сварки. Особенность конструкции сварочных трансформаторов заключается в том, что они имеют повышенное рассеяние магнитного потока. Это обусловливает их высокое индуктивное сопротивление, что обеспечивает крутопадающую внешнюю характеристику тока в сварочной сети. Предусмотрено регулирование степени магнитного рассеяния путем введения внутрь магнитного сердечника трансформатора дополнительного шунта или изменения расстояния между первичной и вторичной обмотками. Таким образом, изменяют крутизну внешней характеристики и, соответственно, величину сварочного тока при относительно постоянном напряжении на дуге.
В массовом порядке выпускают только однопостовые трансформаторы, предназначенные для ручной дуговой сварки покрытыми электродами и механизированной сварки под флюсом.


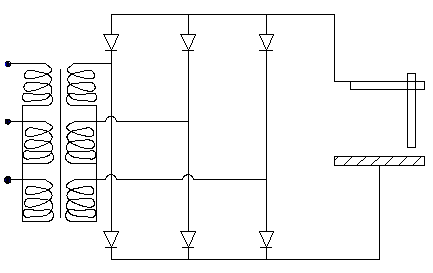
В состав серийных выпрямителей входят понижающий трансформатор с регулируемым магнитным рассеянием и выпрямительный блок, собранный по мостовой схеме. Эти выпрямители, так же как и трансформаторы, предназначены для ручной дуговой сварки электродами и механизированной сварки под флюсом.
Широкое применение получили универсальные выпрямители, состоящие из трансформатора с нормальным магнитным рассеянием и управляемого тиристорного выпрямителя. Выпрямители могут иметь различные виды внешних характеристик (крутопадаюшую, жесткую). Универсальные выпрямители кроме ручной сварки и сварки под флюсом применяют для механизированной сварки в защитных газах.
Наиболее совершенны инверторные выпрямители.