

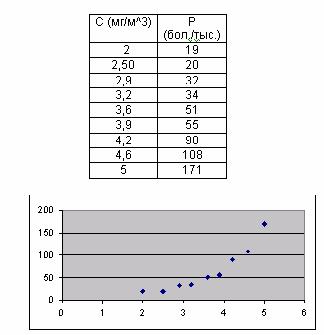
2. Статистический анализ качества изделий в машиностроении, точечная диаграмма, статистические параметры качества.
-
Контроль может
включать проведение следующих
проверок:
— наладка и технический контроль первой детали;
— технический контроль или испытание, проводимые станочником;
— автоматический технический контроль и испытания;
— контроль в определенных точках через определенные интервалы в течение всего производственного процесса;
— несистематический (летучий) контроль, проводимый инспекторами, отвечающими за выполнение отдельных операций. -
Для
окончательного контроля готовой
продукции СТ ИСО 9004 рекомендует принять
один или одновременно два метода:
— приемочный контроль или испытание, подтверждающие соответствие единиц продукции или партии эксплуатационным требованиям и другим характеристикам качества. Может иметь место сплошная проверка, выборочный контроль по партиям или непрерывный выборочный контроль;
— проверка качества готовой к отправке продукции методом выборочного контроля из партии готовой продукции как непрерывной, так и на периодической основе - Статистический анализ качества. Статистический анализ качества применяется для установления свойств случайного процесса в конкретных условиях производства.
- Качество продукции зависит от большого числа взаимосвязанных и не зависимых друг от друга факторов, имеющих как закономерный, так и случайный характер. Например, для машиностроительной продукции к числу таких факторов относят: точность оборудования; жесткость системы станок-приспособление -инструмент-деталь; посторонние включения в материал заготовки; температурные колебания; квалификация обслуживающего персонала; погрешность режущего инструмента; режимы механической обработки; точность соблюдения параметров предварительной термической обработки и др.
- В технологическом процессе механической обработки поверхности детали все эти факторы присутствуют одновременно. Получаемые в результате изготовления нормированные параметры качества деталей имеют определенный разброс, ограничиваемый, как правило, допусками на изготовление деталей, формы, расположения и шероховатости поверхности.
16 Билет
1. Сущность методов динамического программирования, используемых при решении задач оптимизации технологических процессов.
При решении конкретной задачи оптимизации исследователь прежде всего должен выбрать математический метод, который приводил бы к конечным результатам с наименьшими затратами на вычисления или же давал возможность получить наибольший объем информации об искомом решении. Выбор того или иного метода в значительной степени определяется постановкой оптимальной задачи, а также используемой математической моделью объекта оптимизации.
В настоящее время для решения оптимальных задач применяют в основном следующие методы:
методы исследования функций классического анализа;
методы, основанные на использовании неопределенных множителей Лагранжа;
вариационное исчисление;
динамическое программирование;
принцип максимума;
линейное программирование;
нелинейное программирован
Динамическое программирование служит эффективным методом решения задач оптимизации дискретных многостадийных процессов, для которых критерий оптимальности задается как аддитивная функция критериев оптимальности отдельных стадий. Без особых затруднений указанный метод можно распространить и на случай, когда критерий оптимальности задан в другой форме, однако при этом обычно увеличивается размерность отдельных стадий.
По существу метод динамического программирования представляет собой алгоритм определения оптимальной стратегии управления на всех стадиях процесса. При этом закон управления на каждой стадии находят путем решения частных задач оптимизации последовательно для всех стадий процесса с помощью методов исследования функций классического анализа или методов нелинейного программирования. Результаты решения обычно не могут быть выражены в аналитической форме, а получаются в виде таблиц.
Ограничения на переменные задачи не оказывают влияния на общий алгоритм решения, а учитываются при решении частных задач оптимизации на каждой стадии процесса. При наличии ограничений типа равенств иногда даже удается снизить размерность этих частных задач за счет использования множителей Лагранжа. Применение метода динамического программирования для оптимизации процессов с распределенными параметрами или в задачах динамической оптимизации приводит к решению дифференциальных уравнений в частных производных. Вместо решения таких уравнений зачастую значительно проще представить непрерывный процесс как дискретный с достаточно большим числом стадий. Подобный прием оправдан особенно в тех случаях, когда имеются ограничения на переменные задачи и прямое решение дифференциальных уравнений осложняется необходимостью учета указанных ограничений.
При решении задач методом динамического программирования, как правило, используют вычислительные машины, обладающие достаточным объемом памяти для хранения промежуточных результатов решения, которые обычно получаются в табличной форме.