41 Муфты общего назначения. Особенности расчета
Муфты общего назначения: а) глухие; б) упругие; в) компенсирующие.
Глухими называют муфты, образующие жесткое соединение валов (составной вал). К их числу относят втулочные и фланцевые муфты (см. рис.5.5), которые компенсируют радиальные смещения осей валов до 5мкм для исключения чрезмерных дополнительных сил. Несущая способность втулочных муфт ограничена обычно прочностью соединений (шпоночных, штифтовых, болтовых). Для передачи больших вращающих моментов применяют фланцевые муфты, у которых полумуфты снабжены торцовыми зубьями. Такие муфты соединяют с валами с помощью сварки или эвольвентных шлицевых соединений. Упругие муфты за счет использования своих упругих силовых элементов способны не только компенсировать радиальные и угловые смещения, но и демпфировать колебания, амортизировать толчки и удары. Упругие втулочно-пальцевые муфты типа МУВП по ГОСТ 21424-75 применяют в приводе от электродвигателя и в других случаях для валов диаметрами 9-160 мм при вращающих моментах 6.3–16000 Н∙м. Стандартом предусмотрены муфты типа I (с цилиндрическим отверстием для валов) и типа II (с коническим отверстием для валов); они могут быть выполнены в двух исполнениях: для длинных и коротких концов валов. Вращающий момент между полумуфтами передается через резиновые гофрированные втулки 1, надетые на пальцы 2. Муфты допускают, в зависимости от типоразмера, радиальное смещение осей валов на 0.2-0.4 мм, продольное смещение валов на 10-15мм и угловое смещение на 1º. Их работоспособность определяется стойкостью втулок. Диапазон рабочих температур– от минус 40 до плюс 50°С. Для ограничения износа среднее контактное давление пальца на втулку P=(2Tдл)/(ZDMdnL)=<[P] где Z = 6 – число пальцев; Dm – диаметр окружности расположения осей пальцев; dn – диаметр пальцев; L– длина упругого элемента; [P]– допускаемое давление для резиновых втулок (обычно 2 МПа).
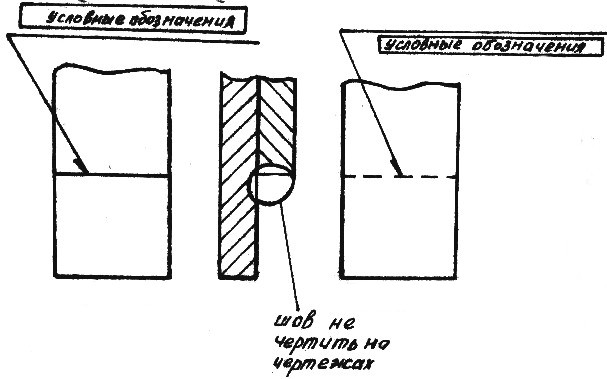
43 Сварные соединения. Общие сведения и характеристика. Изображения и обозначения на чертежах швов сварных соединений Соединение деталей сваркой широко применяется в технике. При помощи сварки соединяются детали машин, механизмов, металлоконструкций, мостов, гражданских и промышленных зданий и т.п. Сварное соединение может быть выполнено в основном двумя способами: сваркой плавлением и сваркой давлением. При сварке плавлением поверхности кромок свариваемых деталей плавятся и после остывания образуют прочный сварной шов. Чаще всего, сварка плавлением осуществляется газовой или дуговой (электродуговой) сваркой. При газовой сварке горючий газ (например, ацетилен), сгорая в атмосфере кислорода, образует пламя, используемое для плавления. В зону плавления вводится прутковый присадочный материал, в результате плавления которого образуется сварной шов. Сварка давлением осуществляется при совместной пластической деформации предварительно нагретых поверхностей свариваемых деталей. Эта деформация происходит за счет воздействия внешней силы. Сварка давлением осуществляется, как правило, одним из видов контактной электросварки: точечной (рис. 26.2 а), шовной-роликовой и др. Помимо упомянутых способов в современной технике применяются и многие другие способы сварки: электрошлаковая, в защитных газах, ультразвуковая, лазером, индукционная и др. ГОСТ 2.312-72 устанавливает условные изображения и обозначения на чертежах швов сварных соединений. Штриховка изображения сечений свариваемых деталей выполняется в разные стороны. Сварные швы делятся на однопроходные и многопроходные в зависимости от числа проходов сварочной дуги. Независимо от способа сварки видимый шов изображается условно сплошной основной линией, а невидимый – штриховой линией. От изображения шва проводят линию-выноску, заканчивающуюся односторонней стрелкой