10. Испытания автоматических линий: методы, показатели.
Контроль надежности А.Л. на заводе изготовителе. После сборки и отладки А. Л. Испытывают на заводе-изготовителе по программе, согласованной с заказчиком. Цель испытаний – проверить, соответствуют ли расчетным фактические значения показателей надежности всей линии или только ее оборудования. В ходе испытаний устраняют дефекты конструкции и изготовления.
Разработаны 2 статистических метода контроля на этом этапе: метод последовательных испытаний и метод последовательных испытаний с ограничением продолжительности.
Метод последовательных испытаний позволяет определить, соответствует ли безотказность линии заданному уровню. План испытаний составляют на основе следующих расчетных данных: минимальной наработки на отказ T1, средней обеспечиваемой изготовителем наработки на отказ T0, риска изготовителя α и риска заказчика β. В данном случае риск изготовителя – это вероятность события, что годная линия будет забракована, т. к. полученная при кратковременных испытаниях фактическое значение наработки на отказ T случайно окажется ниже T1. Риск заказчика – вероятность события, что линия, требующая доводки, будет принята, т. к. случайно окажется, что Т больше Т1.
Обычно испытания проводят при α= β=0,1. T0 =2,718*T1 и предполагают, что наработки до отказа подчиняются эскпоненциальному распределению. Результаты испытаний представляют в виде графика, на котором по оси абсцисс откладывают суммарную наработку t, по оси ординат – число отказов m. Если после испытаний под нагрузкой график пересекает приемочную прямую, испытания прекращают и линию принимают.
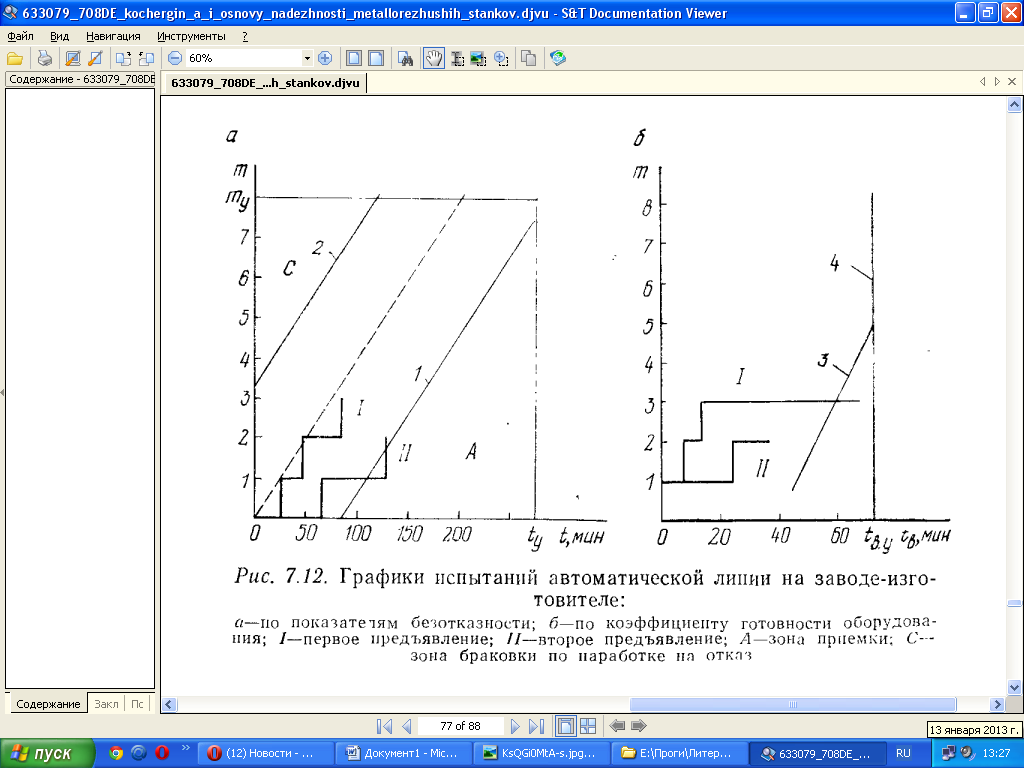
Метод последовательных испытаний с ограничением продолжительности предназначен для испытаний А.Л. на холостом ходу. Он позволяет сократить время испытаний по сравнению с описанным выше методом в 3 раза. План испытаний составляют в соответствии с принятыми значениями T0, T1, α,β. Предполагают экспоненциальное распределение наработок до отказа и интервалов восстановления оборудования линий.
По
результатам испытаний строят 2 графика.
Рис.1 связывает суммарное число отказов
линий m
с ее суммарной наработкой t
и отражает результаты испытаний по
показателю безотказности. Рис.2 показывает
соотношение между числом отказов m
и суммарной длительностью восстановления
линии

Приемочная прямая 1 на рис.1 определяет расчетное значение коэффициента готовности оборудования:

Где B1об – удельная длительность восстановления оборуд. линии при работе на холостом ходу.
Эта прямая определяется уравнением:

Браковочная прямая 2 соответствует зависимости:

Результаты испытаний обрабатывают также, как и при использовании метода последовательных испытаний. Испытания прекращают при достижении предельно допустимого числа отказов my или предельной суммарной наработки ty. Число my определяют из соотношения:
Где x1=x(1- α;2my) и x2=x(β;2my) – процентные точки распределения λ^2.
Наработка ty определяется зависимостью:

Браковочная
граница 3 для суммарного времени
восстановления задается выражением:

Где B0об – удельная длительность восстановления оборудования линии при ее работе на холостом ходу, необходимая для обеспечения заданной производительности.