

13. Исследование геометрической точности станков. Методы, схемы, средства контроля геометрической погрешностей.
Относится к первой группе проверок, т.е. проверка станка в статическом состоянии. Точность обработки характеризуется величинами отклонений размеров, формы и относительного положения элементов получаемой поверхности от параметров заданной точности.
Повышению точности станков способствуют: применение более совершенных кинематических схем формообразования (непрерывное формообразование зубчатых колес, формообразование методом огибания); совершенствование кинематики (применение коррегирующих гитар, выборка зазоров в делительных цепях, шаговых и следящих приводах); повышение точности элементов кинематических цепей (применение многоконтактных передач, шариковых винтовых пар); применение коррекционных устройств; использование конструкций, в которых вредные смещения направлены по касательной к обрабатываемой поверхности и незначительно влияют на точность обработки; применение конструкций с компенсацией износа или с самокомпенсацией зазоров с помощью пружин, гидравлического давления; использование адаптивных систем управления и др.
При статических проверках используются универсальные и специальные контрольно-измерительные приборы и комплекты инструментов (индикаторы, уровни, щупы, контрольные линейки, концевые меры длины), а также контрольные оправки (консольные и центровые), различные кронштейны, стойки, эталонные ходовые винты и т.д.
Многие проверки выполняются с использованием индикаторов. Стойка с индикатором устанавливается на одной из деталей, а его измерительный наконечник касается другой детали станка или контрольной оправки. После этого вращают или перемещают одну из деталей, а отклонение стрелки индикатора показывает величину погрешности их взаимного расположения или перемещения.
1. Проверка прямолинейности продольного перемещения суппорта в гориз. А1 и вертик. А плоскости
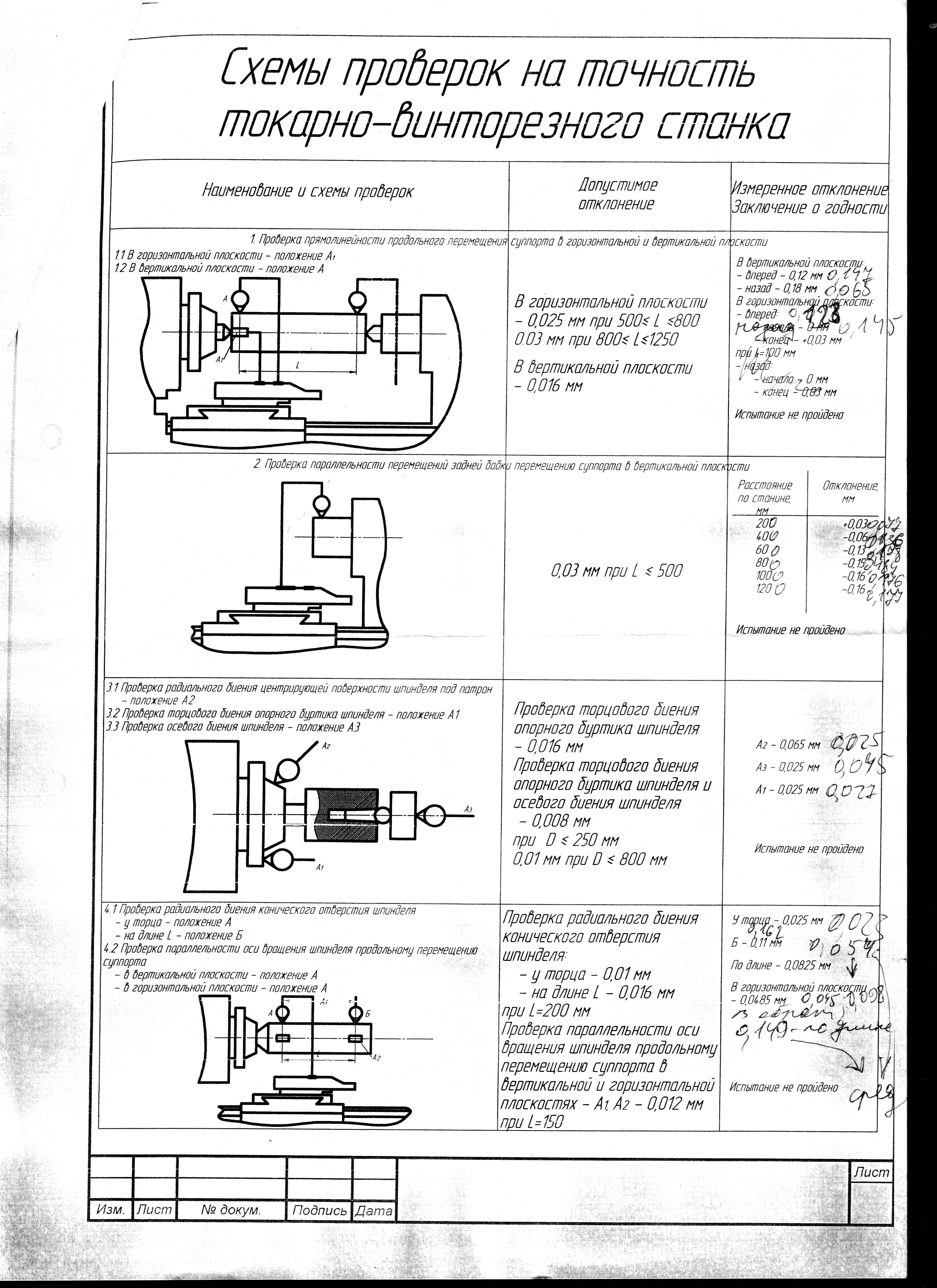
2. Проверка параллельности перемещений задней бабки перемещению суппорта в вертикальной плоскости
3. Проверка радиального биения центрирующей поверхности шпинделя под патрон – положение А2; торцового биения опорного биения шпинделя – А1; осевого биения шпинделя – А3.
4. Проверка радиального биения конического отверстия у торца – полож А на длине – Б; проверка параллельности оси вращения шпинделя продольному перемещению суппорта: в вертик. плоскости – А, в гориз. плоскости – А.
14. Исследование кинематической точности станков. Средства контроля и контролируемые параметры. Повышение кинематической точности станков.
Станки со сложными формообразующими движениями должны обладать кинематической точностью, то есть точностью сохранение данных отношений скоростей движения исполнительных звеньев, в создании какого-либо сложного формообразования. Для проверки кинематической точности механизмов станков применяют приборы, которые позволяют установить изменение передаточного отношения, возникающего из-за погрешности зубчатых передач.
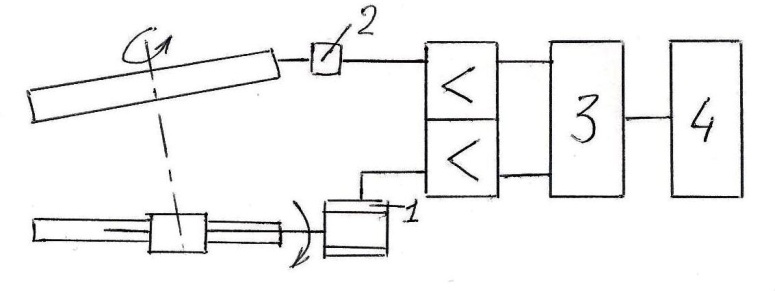
Действие прибора основано на магнитноэлектрической записи. Он изменяет сдвиг электрических фаз сигналов, поступающих датчиков 1 и 2. оба датчика находятся в контакте с дисками. Число магнитных волн на дисках соответствует передаточному отношению провер. передачи. Сдвиг по фазе улавливается 3 и замыкается на осциллографе 4.
Геометрическая и кинематическая точность станков является необходимым, но не достаточным условием для обеспечения высокого качества станка. необходимо учитывать сопротивляемость его деталей соответственно внешних и внутренних сил точности станка.
Повышение кинематической точности станков.
Повышение точности кинематических цепей можно достичь увеличив точность входящих в цепи линейных пар их расположение по степени редукции, введение корректирующих устройств. Во многих станках конечным звеном является механизм годовой винт гайка и его точность оказывает существенное влияние на точность обработки при построении фиксирующих устройств определяет точность перемещение гайки пух оттого будет у и в соответствии с ошибками строят коррекционную линейку. Погрешность перемещение определяют механизмом стилей оптическим способом.
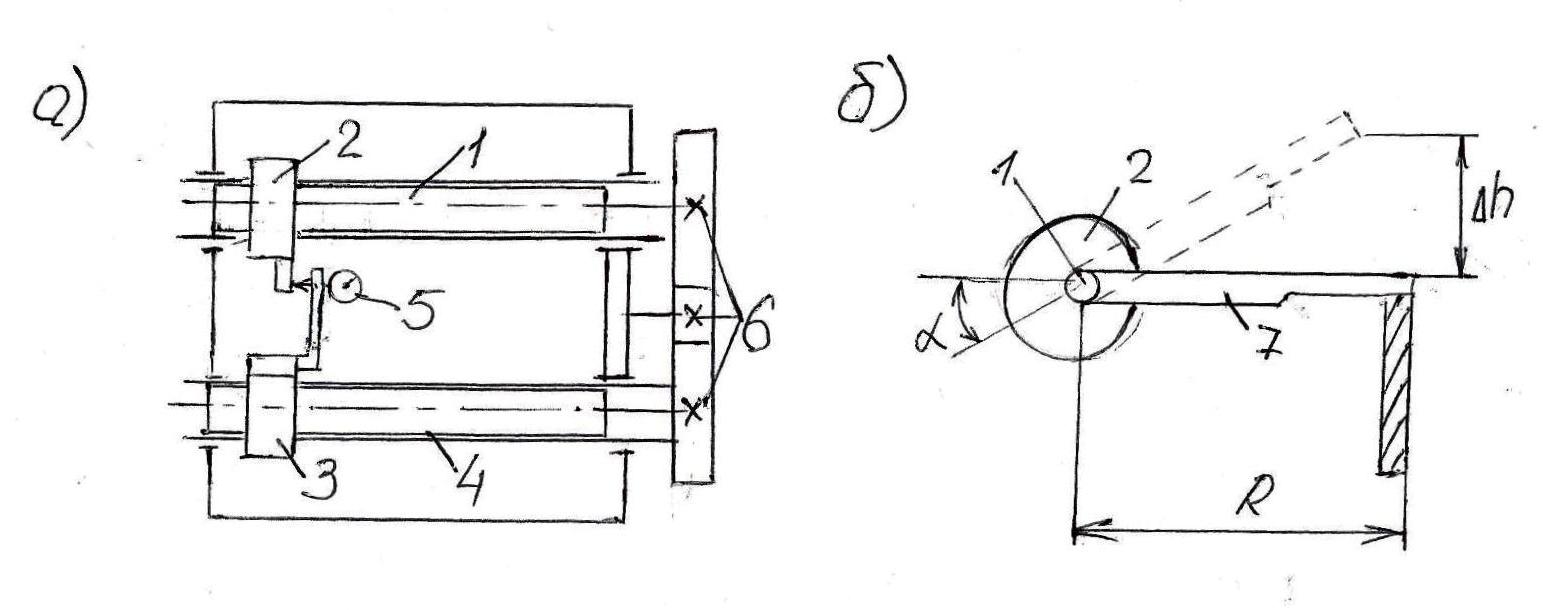
Рисунок - схема измерения погрешности с помощью эталонного винта.
Измерения
производятся на специальном стенде в
термоконстантном помещении. проверяемый
ходовой 1 и эталонный 4 винты, соединены
с зубчатыми колесами 6 (i=1). на каретке 3
перемещаемой эталонным винтом 4,
установлен индикатор 5. Шток индикатора
упирается в торец гайки 2, перемещаемой
винтом 1. рассогласование перемещаемой
каретки 3 и гайки 2 вызывает погрешности
нарезки винта 1, фиксируется фиксируется
индикатором 5. винту 1 сообщают n оборотов
(n=1,2,3...) и записывают погрешности
перемещения
 ,
,
 и
т.д.
и
т.д.
Для
повышения точности каждый участок
ходового винта 1 проверяют несколько
раз начиная с нулевого положения. далее
производят перерасчет погрешности
перемещении
 на
высоты высоты профиля кривой коррекционной
линейки. Графически строят коррекционную
линейку и производят ее изготовление.
на
высоты высоты профиля кривой коррекционной
линейки. Графически строят коррекционную
линейку и производят ее изготовление.
Рычажные устройства:
7 - рычаг
8 - коррекционная линейка
 -
угол
поворота рычага 7, соотв-ий высоте профиля
кривой коррекц-й линейки. Поворот гайки
2 на 360 градусов вызывает дополнительные
перемещение равное шагу резьбы винта
= для обеспечения в системе дополнительного
перемещения
-
угол
поворота рычага 7, соотв-ий высоте профиля
кривой коррекц-й линейки. Поворот гайки
2 на 360 градусов вызывает дополнительные
перемещение равное шагу резьбы винта
= для обеспечения в системе дополнительного
перемещения
 требуется поворот гайки 2 на угол
требуется поворот гайки 2 на угол  (Р-шаг
ходового винта)
(Р-шаг
ходового винта)
 (R-радиус
рычага 7)
(R-радиус
рычага 7)
Заменив

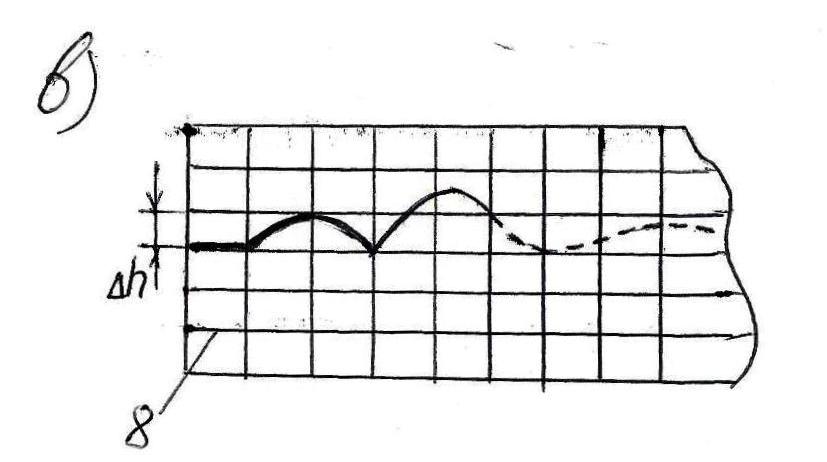
в) -пример построения коррекционной линейки. После построения коррекционной линейки, кривую наносят на заготовку 9, верхнюю часть заготовки срезают, а нижняя 8 становится коррекционной линейкой. Также одним из основных источников погрешностей в зубофрезерных станках является погрешность линейных цепей, обкатки и деления. В этом случае также применяют корректирующие устройства, например для компенсации погрешностей угловых перемещений червячной пары.
15 Исследование кинематического и динамического поведения приводов подач станков с ЧПУ. Точность позиционирования: методы оценки и схемы измерений. Статистические показатели точности позиционирования. Факторы, влияющие на точность позиционирования.
Проверка станка на холостом ходу.
Относится ко 2й группе проверок. Для станка с ЧПУ предусмотрены дополнительные проверки. Одна из основных – проверка точности позиционирования подвижных испытуемых узлов станка (столы, салазки, суппорта, стойки и т.д.). Точность позиционирования характеризуется следующими статистическими показателями:
1 Накопленная погрешность позиционирования

где
 -
наибольшее и наименьшее среднее
арифметическое значение погрешности
на проверяемой длине L. Т.е. отклонение
действительного положения узла от
заданного программой.
-
наибольшее и наименьшее среднее
арифметическое значение погрешности
на проверяемой длине L. Т.е. отклонение
действительного положения узла от
заданного программой.


где
 -
погрешность
позиционирования в J-й точке при i-м
испытании.
-
погрешность
позиционирования в J-й точке при i-м
испытании.
При проверке опытных образцов станков n=10, для серийных n=5.
 -
среднее
арифметическое значение погрешности
в J-й точке.
-
среднее
арифметическое значение погрешности
в J-й точке.
2 Среднее квадратичное отклонение SJ погрешности позиционирования в J-й точке при многократных подходах подвижного узла к запрограммированному положению n=5…10.

где
 -
размах варьирования погрешности
позиционирования в J-й точке при повторных
испытаниях или подходах.
-
размах варьирования погрешности
позиционирования в J-й точке при повторных
испытаниях или подходах.
dn – коэфф. зависимый от величины n
dn = 2,326 при n=5
dn = 3,078 при n=10
Первый показатель характеризует систематическую погрешность позиционирования на атестуемой длине l, второй – случайную погрешность, которая является функцией положения контролируемого узла.
Число точек m в которых выполняют измерения = от 10 до 20. Проверку осуществляют на быстром перемещении с запрограммированным остановом в контрольных точках. Измерения проводят с помощью штриховой меры и микроскопа, закрепляемого на специальной оправке в шпинделе станка. Среднеарифметическая погрешность на длине l может иметь явный периодический характер с шагом = шагу ходового винта станка. Также источником данной погрешности может быть шаговый двигатель и зубчатые передачи не охваченные датчиком обратной связи.
 - периодическое
отклонение на длине l'.
- периодическое
отклонение на длине l'.
Среднее значение может оказаться разным при подходе подвижного узла в заданную точку с противоположных направлений.
 - зона нечувствительности
при позиционировании.
- зона нечувствительности
при позиционировании.
 измеряют в трех
контрольных точках на длине 1/5, 1/2, 4/5 от
длины l.
измеряют в трех
контрольных точках на длине 1/5, 1/2, 4/5 от
длины l.
Их
трех полученных значений выбирают
 ,
которое характеризует зону
нечувствительности. Для станков с
контурными системами ЧПУ предусмотрена
проверка отработки прямолинейной
траектории под углами к осям координат.
Проверку выполняют для 5, 26,5 и 45 градусов.
В качестве базовой плоскости используют
рабочую поверхность синусной линейки,
закрепленной на столе станка. Измерения
производят с помощью датчика относительных
перемещений установленных в шпинделе
станка. При перемещении стола с линейкой
из одного положения в другое под углом
α к оси Х и обратно, отклонение фактической
траектории от базовой плоскости
непрерывно фиксируется датчиком и
непрерывно записывается. Используя
поворот несколько раз и находят среднее
значение fτ отклонение фактической
траектории от идеальной.
,
которое характеризует зону
нечувствительности. Для станков с
контурными системами ЧПУ предусмотрена
проверка отработки прямолинейной
траектории под углами к осям координат.
Проверку выполняют для 5, 26,5 и 45 градусов.
В качестве базовой плоскости используют
рабочую поверхность синусной линейки,
закрепленной на столе станка. Измерения
производят с помощью датчика относительных
перемещений установленных в шпинделе
станка. При перемещении стола с линейкой
из одного положения в другое под углом
α к оси Х и обратно, отклонение фактической
траектории от базовой плоскости
непрерывно фиксируется датчиком и
непрерывно записывается. Используя
поворот несколько раз и находят среднее
значение fτ отклонение фактической
траектории от идеальной.
 -
является оценкой данного показателя.
-
является оценкой данного показателя.
Следующая проверка связана с контролем отработки системы привода станка в единичных импульсах программы. Проверяемому узлу сообщают движение единичными импульсами. Сначала в прямом, потом в обратном направлении. Число импульсов не менее 20. С помощью многооборотного индикатора или датчика фиксируют отклонения фактического перемещения узла от номинального значения импульса. Оценкой является наибольшая величина данного отклонения. В число допустимых проверок ЧПУ на холостом ходу входит проверка времени смены инструмента с помощью имеющегося на станке манипулятора.
Проверка станка при его работе (ЧПУ).
Относится к 3-й группе проверок. Станки с ЧПУ проверяют на безотказность при обработке на специальной программе типичной детали в течение 2-х часов – для серийных станков, для опытных образцов – в течение 4-х часов. Программа должна быть составлена с максимальным учетом возможностей станка. Отказы при этом не допускаются, обработанная деталь полностью должна соответствовать требованию чертежа.
В 3-ю группу проверок также входят испытания на виброустойчивость и проверка шумовых характеристик.