

Механізація ремонту сталеРозливних ковшів
Футеровка сталерозливного ковша складається із трьох шарів - теплоізоляційного, арматурного й робочого. Товщина футеровки залежить від місткості ковша й досягає 600 мм і маси 63 т для ковша місткістю 480 т. Стійкість футеровки становить у середньому 18-25 плавок і залежить від якості вогнетривів і виконання роботи.
Робочий шар футеровки викладають із вогнетривкої цегли або роблять набивним монолітним з вогнетривкої маси. Ремонт ковша полягає в руйнуванні зношеного робочого шару футеровки й заміні його новим.
На сучасних підприємствах важка ручна праця при ремонті ковшів замінена машинною. При проведенні ремонтних робіт використають машини для ламання футеровки, кладки вогнетривкої цегли, пескометного набивання робочого шару футеровки, наборки й сушіння стопорів.
Машини для ламання й ремонту футеровки ковшів
Машина для ламання футеровки ковшів. Для механізованого ламання футеровки ковшів використають машину ударної дії й поворотний стенд для ковшів. Машина для ламання футеровки ковшів (мал. ) за принципом роботи й по конструкції вузлів і механізмів аналогічна раніше розглянутій машині для ламання футеровки конвертерів. Відмінність полягає в менших габаритах, тому що для руйнування футеровки ковша потрібні пневмоударник з меншою енергією одиничного удару.
Машини для ремонту футеровки ковшів. Робочий шар футеровки сталерозливних ковшів ремонтують як шляхом кладки нової вогнетривкої цегли, так і набиванням шару вогнетривкої маси. Для цих цілей застосовують машини трьох типів: для механізованої кладки цегли, для виготовлення монолітної футеровки з быстротвердеющих сумішей і для пескометной набивкі робочої футеровки.
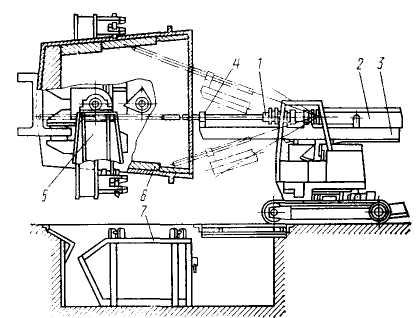
Конструкція машини для кладки футеровки сталерозливних ковшів наведена на мал.

Рис. Машина для кладки футеровки ковшів
Застосування машини при кладці футеровки ковшів дозволило уникнути більших витрат важкої ручної праці й скоротити тривалість кладки одного ковша до 2 ч. Підвищена якість кладки збільшує стійкість футеровки ковшів.
Застосування набивної монолітної футеровки ковшів замість цегельної кладки диктується умовами більшої можливості механізації важкої праці, підвищення стійкості й економічної доцільності. Істотна перевага монолітної футеровки перед цегельної -відсутність швів. Монолітні футеровки виготовляють із кремнеземистих мас, використовуючи пневматичні трамбування, машини відцентрового типу, піскомети й віброустановки.
Практика показала, що найбільш перспективним є спосіб виготовлення монолітних футеровок піскометами, що забезпечує стабільність властивостей футеровки, високу продуктивність, низьку вартість робіт, можливість набивання футеровки без обмеження місткості ковшів.
Машини для пескометного набивання робочої футеровки сталерозливних ковшів можуть бути стаціонарного й пересувного типів. Залежно від способу формування бічної поверхні набиваємого слоя футеровки машини підрозділяють на два види - із суцільним і з рухливим секційним шаблоном.
Машинам пескометного набивання ковшів із суцільним шаблоном властиві деякі недоліки:
змінна висота між бросковым механізмом і набиваємим слоєм, що, приводить до того, що нижня частина виконуваної футеровки має меншу щільність і міцність, у той час як у процесі експлуатації ковша вона випробовує підвищений феростатичний тиск;
застосування громіздкого суцільного шаблона викликає утруднення при його установці й центруванні з метою досягнення рівномірного кільцевого зазору між цегельною кладкою ковша й шаблоном і приводить до значної втрати часу;
для установки, центрування й видалення шаблона необхідно використання мостових або портальних кранів;
при великій кількості типорозмірів ковшів необхідна така ж кількість шаблонів, дорогих у виготовленні й місця для зберігання.
Стаціонарна конструкція машини вимагає застосування складного самохідного візка з механізмом обертання ковша. З урахуванням рейкового шляху стаціонарна машина в порівнянні з пересувною займає більшу виробничу площу, не забезпечує необхідну гнучкість у роботі й менш продуктивна.
Загальна будова машини "Орбіта-2" наведене на мал.

Рис. Пересувна машина "Орбіта-2" для набивання футеровки ковші
Машина набиває футеровку ковша в такий спосіб.
Ківш, що підлягає ремонту, краном установлюють у ремонтній ямі на опорні балки механізмів поперечного переміщення ковша. Вогнетривку масу краном подають до машини в саморозвантажному коробі й розвантажують у бункер. Механізмом пересування машину розташовують над ковшем. Центрування поворотної платформи машини й ковша виконують пересуванням машини й ковша. Колону із платформою опускають униз доти , поки між днищем ковша й низом формуючого шаблона не буде встановлений мінімальний зазор. Переміщенням каретки задають радіальний зазор між захисною кладкою ковша й шаблоном. Перед початком робочого циклу проводять контрольне прокручування платформи. Після цього включають приводи механізмів обертання платформи, пескометной голівки й лінії подачі вогнетривкої маси. Матеріал з бункера видається вибропитателем на стрічковий дозатор, а відтіля через лійку подається у вертикальний жолоб колони. З нього маса по тічці й через напрямну лійку надходить на стрічковий конвеєр і задається в пескометную голівку. Піскомет викидає масу в кільцевий зазор, що переміщається, між кладкою ковша й шаблоном, ущільнюючи неї.
У випадку зменшення подачі маси ваговий дозатор автоматично включає вібратори бункера, що ліквідують її зависання. Таким чином, футеровку набивають по гвинтовій лінії. Включення приводу радіального переміщення каретки із шаблоном забезпечує формування внутрішньої поверхні футеровки у формі усіченого конуса.
Машина для наборки стопорів
Для наборки стопорів використовують машину вертикального типу. Принцип роботи машини наступний. Трубки живильником завантажують на колисковий конвеєр, що піднімає їх на верх машини й поштучно задає в напрямний патрубок. Останній направляє трубки на стрижень. У міру набору стовп трубок переміщається ловителем униз. Зовнішню обмазку швів виконують із рухливої площадки. Стрижень із набраними трубками відводять убік поворотом стола. Пісок засипається між стрижнем і трубками з бункера через лійку з боку, протилежної наборке. Пісок ущільнюється вібрацією стрижня, створюваної электровибратором. Пробка на стрижень нагвинчується спеціальним захопленням. Управляють машиною з пульта на робочій площадці. Наборку комплекту стопорів здійснюють за 3-3,5 ч.