

Зависимость свойств масел от их состава:
У/в компоненты масел ( а) нафтеновые и изо-парафиновые у/в (41-86 %). Чем > колец в молекуле нафтенового у/в, тем выше tкип. Данных фракций. Чем > атомов С в боковых цепях, тем выше вязкость и ИВ. С увеличением разветвленности понижается tзастывания. Частоту нафтеновых у/в определяют по показателям преломления. б)ароматические и нафтено-ароматические у/в (15-55 %). У/в различаются по числу атомов С в боковых цепях (от 3…5 до 25) и по числу колец в молекуле ( от 1 (бензол) до 6…7). Нафтено-ароматические и ароматические с боковыми алкильными цепями увеличивают плотность, показатель преломления, способствуют более крутой вязкостно-температурной зависимости. Ароматические у/в способны к ассоциации, т.е.увеличивают диэлектрические свойства масел. Чем > боковых цепей, тем выше ИВ. В) твердые у/в ( парафины, церезины). Нежелательные компоненты, увеличивают tзастывания масел, удаляются в процессе депарафинизации).
2. Неу/в компоненты масел ( а) S-содержащие соединения ( от сотых долей до 5…7% S). Чем выше tкип. фракций, тем > содержания сернистых соединений в ней. Присутствуют сульфиды, дисульфиды, тиофены, тиофаны, меркаптаны, и более сложные полициклические соединения. Влияют S-содержащие соединения на противо-коррозионные свойства, противоизносные, стабильность к окислению. Удаляются гидроочисткой, селективной адсорбционной очисткой. Содержание 0,5% S улучшают свойства масел. Б) САВ ( в легких фракциях – 4…6%, в тяжелых фракциях – до 20 %). САВ – нежелательные компоненты, ухудшают эксплуатационные свойства, восприимчивость к присадкам, но как природные ПАВ защищают Ме от коррозии. Удаляются деасфальтизацией, селективной адсорбционной очисткой. В) нефтяные кислоты (от сотых долей до 1%)- нафтеновые, карбоновые кислоты, фенолы. Максимальное содержание в средних фракциях, нежелательные соединения вызывают коррозию Ме, увеличивает нагарообразование в двигателях, удаляются щелочной и селективной очистками. Г) N2-содержащие соединения (в масляных фракциях 0,06-0,16% N-пиридин, хинолин, основная часть в тяжелых фракциях). Нежелательные соединения, отравляют кат-ры, способствуют смолообразованию при хранении масел. Д) Ме-органические соединения (Va, Ni, Cu, As и др.) – в основном содержатся в САВ, в незначительном количестве. Могут катализировать процессы окисления, увеличивать коррозию оборудования. Нежелательные соединения удаляются в процессе деасфальтизации.
2. Процесс гидроочистки дизельного топлива.
Назначение – удаление из дист.фракций гетероатомных соединений.
Серосодержащие соединения гидрируются до H2S и соответствующих у/в. Азотсод-е - с образованием аммиака. О2сод-е - с образованием соотв-х у.в. и воды. Ме-органические соединения разрушаются и выделяющиеся при этом Ме отлагаются на Кт. Химизм: H2S, RSH, R-S-R’, R-S-S-R’ тиофены, тиофаны. В процессе ГО происходит селективное насыщение у/в (алкенов, диенов, частично аренов).
![]()
R![]() ’-S-S-R
→ R’- S• → R’– S – H → R’- H
’-S-S-R
→ R’- S• → R’– S – H → R’- H
R-S• R – S – H R– H
Факторы процесса: 1) кач-во сырья - сырьём может служить любая дистиллят.фр. от Б до ВГ. Чем легче нефт.фр., тем в ней содержание серы. С утяжелением нефт.фр. в них содержание более устойчивых циклических серосодержащих соединений. 2) Кат-ры. оксиды Ме (Co, Ni, Mo). Каt– бифун-е. На кислотных центрах происходит реакция распада гетероатомных соединений. На окисл-но– восста-х центрах протекает реакция гидрирования. Каt:–АКМ, АНМ. В ходе процесса оксиды Ме переходят в сульфиды. 3) Тем-ра: 320-400С, Зависит от типа сырья и от продолжительности работы Каt. C t скорость реакций . 4) Р: 2-3,5 МПа, в зав-ти от типа сырья. С P степень очистки и межрегенерационный пробег установки. 5) Кр.цир. 250-400.С Кр степень очистки, но затраты на перекачку, рециркуляцию и производительность..
Схема Л-24-7: Сырье
предварительно нагревается в т/о,
смешивается с циркулирующим ВСГ,
поступает в П-3, где нагревается до
t![]() 380…4000С.
После печи смесь поступает в реактор
4. М/б 2-х или 3-х ступенчатая очистка
сырья. Для ↓ t смеси или снятия
экзотермического эффекта реакции м/у
реакторами обычно вводят холодный ВСГ.
После последнего реактора гидрогенизат
поступает в газосепаратор высокого
давления(СВД), где происходит процесс
ОИ обычно при Р= Р в реакторе и при
t
80-850С.
Подбирая t в сепараторе обычно регулируют
концентрацию Н2
в цирк-м ВСГ. Газовая фаза поступает в
абсорбер 8, где происходит улавливание
или абсорбция Н2S
МЭА-ом. После очистки часть цирк-го ВСГ
выводятся с установки в виде отдува,
эта часть восполняется свежим ВСГ. После
СВД поступает в СНД, где за счет ↓ P
появляется газовая фаза (Р
5-7
атм.). газовая фаза также поступает в
абсорбер и после абсорбера поступает
в линию сухого газа. Гидрогенизат с СНД
поступает во фракц-й абсорбер 12, где из
ДТ удаляются растворенные газы и
бензиновая фр. Абсорбента - бензин. В
десорбере 11 происходит регенерация
насыщенных Н2S-м
потоков абсорбента (МЭА).
380…4000С.
После печи смесь поступает в реактор
4. М/б 2-х или 3-х ступенчатая очистка
сырья. Для ↓ t смеси или снятия
экзотермического эффекта реакции м/у
реакторами обычно вводят холодный ВСГ.
После последнего реактора гидрогенизат
поступает в газосепаратор высокого
давления(СВД), где происходит процесс
ОИ обычно при Р= Р в реакторе и при
t
80-850С.
Подбирая t в сепараторе обычно регулируют
концентрацию Н2
в цирк-м ВСГ. Газовая фаза поступает в
абсорбер 8, где происходит улавливание
или абсорбция Н2S
МЭА-ом. После очистки часть цирк-го ВСГ
выводятся с установки в виде отдува,
эта часть восполняется свежим ВСГ. После
СВД поступает в СНД, где за счет ↓ P
появляется газовая фаза (Р
5-7
атм.). газовая фаза также поступает в
абсорбер и после абсорбера поступает
в линию сухого газа. Гидрогенизат с СНД
поступает во фракц-й абсорбер 12, где из
ДТ удаляются растворенные газы и
бензиновая фр. Абсорбента - бензин. В
десорбере 11 происходит регенерация
насыщенных Н2S-м
потоков абсорбента (МЭА).
П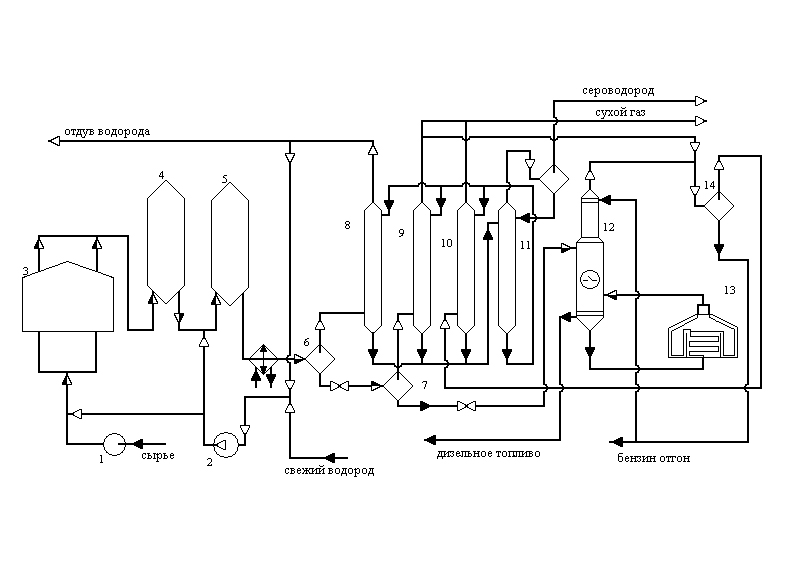 родукты:
ДТ
94-96 используется как ком-т товарного
топлива.; Б-1,5
химически стабильный (ненасыщ-х нет),
но низкое ОЧ. Идет на КР.; Сухой
газ 1,5
высококалорийное топливо в общезаводскую
сеть.; H2S-0,5
на производство элементарной серы и
серной кислоты; Потери - 0,5.
родукты:
ДТ
94-96 используется как ком-т товарного
топлива.; Б-1,5
химически стабильный (ненасыщ-х нет),
но низкое ОЧ. Идет на КР.; Сухой
газ 1,5
высококалорийное топливо в общезаводскую
сеть.; H2S-0,5
на производство элементарной серы и
серной кислоты; Потери - 0,5.