

3. Автоматизовані системи механічної обробки металів різанням
Розвиток великосерійного та масового виробництв зумовив розробку і використання верстатів нового покоління — універсальних напівавтоматів і автоматів високої продуктивності, а також агрегатних верстатів, які поєднують у собі продуктивність автоматів і технологічні можливості універсальних верстатів.
Агрегатні верстати виконують різні види обробки відповідно до числової керуючої програми. Якщо об'єднати кілька силових головок в одному верстаті — автоматі, то можна отримувати багатоопераційний металорізальний автомат з числовим програмним керуванням (ЧПК), який має назву оброблювальний центр (ОЦ).
Металорізальні автомати з ЧПК дають можливість обробляти заготовку за найефективнішим технологічним циклом з чергуванням видів обробки: точіння, фрезерування, розточування, свердління, шліфування або водночас обробляти заготовки кількома інструментами.
Сукупність верстатів — автоматів, що поєднані автоматизованими транспортерними пристроями і мають єдину систему керування, називають автоматичною лінією.
Автоматичні лінії найбільш ефективні у масовому виробництві. Обладнання розташовують за ходом технологічного процесу, при цьому безперервне повторення операції на кожному робочому місці дає можливість використання спеціальних високопродуктивних верстатів, які легко автоматизувати і об'єднати в одну технологічну лінію.
Агрегатні верстати і автоматичні лінії використовують для обробки корпусних деталей складної конфігурації.
У дрібносерійному виробництві, в якому технологія обробки залежить від кількості одиниць деталей у партії виробів, використовують гнучкі виробничі системи (ГВС) — автоматизовані комплекси із швидким переналагодженням обладнання.
Головною складовою ГВС є гнучкий виробничий модуль (ГВМ). Він, в свою чергу, має верстат з ЧПК, який керується ЕВМ, промисловий робот та пристрій для завантаження і розвантаження верстатів.
Модуль отримує заготовку від автоматичної транспортноскладської системи, виконує механічну обробку відповідно до програми.
Необхідну заготовку робот вибирає із накопичувана, встановлює її у верстат, приводить верстат у дію і потім готовий виріб відправляє в інший накопичувач.
Усі модулі ГВС, що виконують обробку, незалежні один від одного, тому при необхідній кількості відповідних модулів виробництво можна перебудувати на випуск нової продукції.
Використання верстатів з ЧПК дає можливість підвищити продуктивність у 5 разів порівняно зі звичайними методами обробки різанням.
Впровадження оброблювальних центрів з ЧПК дає загальну економію коштів 70—80 % при виготовленні деталей; автоматизовані лінії з агрегатними верстатами 200—300 %.
4. Фізико-хімічні та інші способи обробки різанням
У сучасному машинобудуванні та інших галузях промисловості широко використовують тверді сталі та надтверді сплави, напівпровідникові матеріали, скло, кварц, рубіни, алмази тощо. Виготовляти вироби (деталі) з цих матеріалів механічним різанням дуже важко, а іноді неможливо внаслідок їх великої твердості та крихкості. Для виготовлення деталей з цих матеріалів використовують хімічний, електричний, ультразвуковий, плазмовий, лазерний та інші способи різання. Ці способи обробки різанням грунтуються на використанні електричної, хімічної, звукової, світлової та інших видів енергії.
Хімічний спосіб обробки полягає в тому, що заготовку занурюють у хімічно активне середовище (розчин лугів, кислот). Поверхні, що не обробляються, захищають від дії хімічного середовища покриттям лаками, фарбами, емульсіями тощо. Хімічним способом обробляють важкодоступні для інструменту поверхні.
При електричних способах обробки електроенергія перетворюється на теплову, хімічну або інші види енергії. Ці способи обробки поділяють на електрохімічні та електроерозійні.
При електрохімічному способі проходить анодне розчинення металу у разі пропускання крізь розчин електроліту постійного електричного струму. Цей спосіб застосовують для шліфування, полірування, очищення поверхні металів від оксидів тощо.
Електроерозійні способи різання полягають у обробці матеріалів електричними розрядами. У зоні різання енергія розрядів, які виникають між інструментом (анод) і заготовкою (катод), перетворюється на теплову енергію. Температура досягає 10000—12000 °С. Це спричиняє оплавлення та випаровування ділянок поверхні. На заготовці відтворюється форма електрода-інструменту.
Електроерозійним способом обробляють вироби складної форми (штампи, прес-форми, отвори різної форми тощо).
При електроіскровому способі різання (рис. 2) використовують імпульсні іскрові розряди між заготовкою 3 (анод) і інструментом 1 (катод).
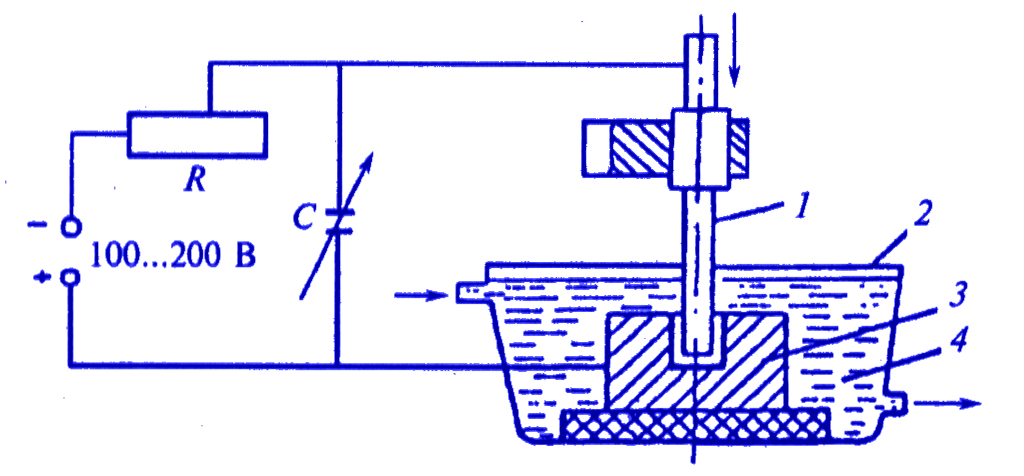
Рис. 2. Схема електроіскрового способу різання:
1 — інструмент; 2 — ванна; 3 — заготовка; 4 — діелектрична рідина
Заготовка 3 та інструмент 1 з'єднані з джерелом постійного струму. При наближенні інструменту до заготівки на відстань близько 0,05 мм проходить іскровий розряд енергії, накопиченої в конденсаторі С. У місці пробою виділяється велика кількість тепла, внаслідок чого плавиться і випаровується матеріал заготовки. Ванна 2 заповнена діелектричною рідиною 4 (гас або мінеральне масло), яка вимиває частинки металу із зони обробки, а це запобігає перенесенню металу із заготовки на поверхню інструменту.
Цим способом отримують отвори різної форми, пази тощо (штампи, прес-форми, фільєри).
Форма отвору визначається формою торця електрода-інструмента.
Верстати для електроіскрового різання мають програмне керування. Автоматично підтримується постійний зазор між заготовкою та інструментом, переміщення інструменту і регулювання подачі. Змінний опір R забезпечує оптимальний режим роботи.
Недоліком електроіскрового способу обробки є відносно мала продуктивність, недостатня точність форми і розмірів майбутньої деталі.
Анодно-механічний спосіб різання поєднує електрохімічні й електроерозійні процеси та механічну дію інструменту.
Анодно-механічний спосіб застосовують для обробки матеріалів, які проводять електричний струм. Цим способом прорізають пази, шліфують поверхні, заточують різальний інструмент.
Програмою верстата передбачено керування швидкістю руху заготовки та інструменту, відстань між заготовкою та інструментом, параметри електричного режиму під час переходу з первинної обробки на кінцеву тощо. Різання проводять на верстатах з числовим програмним керуванням.
Ультразвуковий спосіб різання матеріалів є різновидом механічного різання і грунтується на руйнуванні матеріалу завислими в рідині частинками абразиву, які набувають великих швидкостей від вібратора, що коливається з ультразвуковою частотою (частота 16—З0 кГц) (рис. 3).
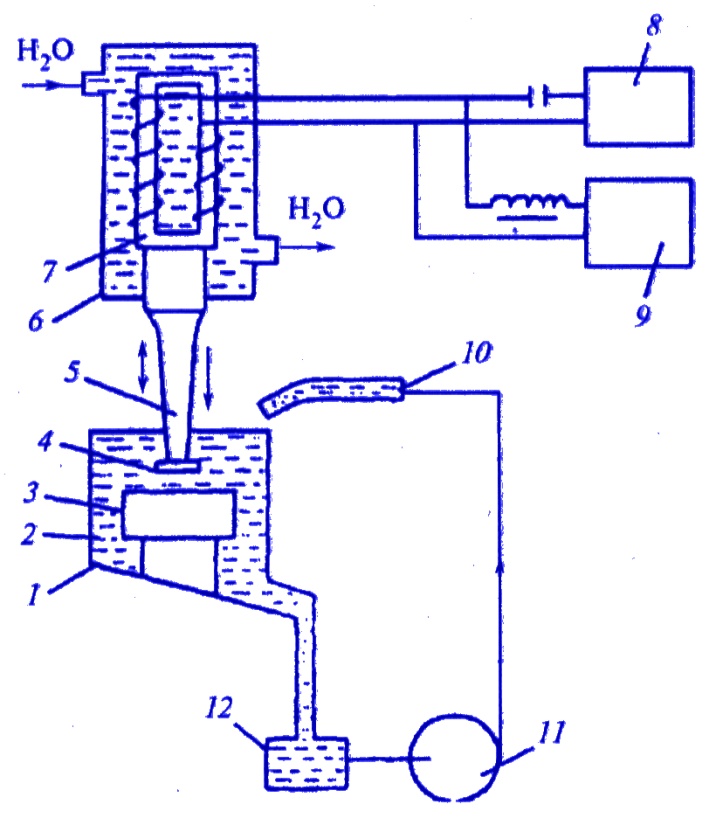
Рис. 3. Схема ультразвукової обробки різанням:
1 — ванна; 2 — суспензія; 3 — заготовка; 4 — інструмент; 5 — хвилевод; 6 — вода; 7 — вібратор; 8 — ультразвуковий генератор; 9— джерело струму; 10— патрубок; 11 — помпа; 12 — бак
Заготовку 3 ставлять під інструмент 4 у ванну 1, заповнену абразивною суспензією 2. Інструмент за допомогою хвилеводу 5 з'єднують з вібратором 7, який охолоджують водою 6. Із ультразвукового генератора 8, який живиться від джерела струму звичайної частоти 9, струм ультразвукової частоти подають до обмотки вібратора, в якому електромагнітні коливання перетворюються на механічні. Інструмент дотикається до заготовки. Енергія коливання інструменту передається абразивним частинкам. Вдаряючись об поверхню заготовки, частинки абразиву зрізають (сколюють) частинки оброблювальної поверхні заготовки. Із бака 12 за допомогою помпи 11 патрубком 10 до зони різання подають суспензію.
Інструмент виготовляють із твердих матеріалів. До складу суспензії входять порошки різних абразивних матеріалів: електрокорунд, карборунд, карбід бору, алмаз тощо. Вибір порошку залежить від твердості та міцності оброблюваного матеріалу.
Цим способом можна виготовляти порожнину будь-якого профілю. Крім того, можна розрізати заготовки на частини, нарізати різьбу, робити напис тощо.
Ультразвуковим методом обробляють не тільки метали, а й діелектрики — скло, кварц, силіцій, ферити, рубіни тощо.
Променеві методи обробки — це електронно-променева і лазерна.
При електронно-променевій обробці потік електронів прискорюється в потужному електричному полі і фокусується у пучок, який спрямовують на оброблювану заготовку. Цей спосіб використовують при обробці важкооброблювальних сплавів при отриманні отворів, пазів малих розмірів (до 0,005 мм).
При лазерній обробці потужний світловий промінь фокусується на оброблювальній поверхні заготовки на площі діаметром до 0,01 мм, концентрація енергії досягає 105 кВт/см2, а температура — кількох тисяч градусів. За цих умов відбувається миттєве розплавлення і випаровування матеріалу.
Лазерами обробляють різноманітні матеріали (кераміка, алмази, тверді сплави).