

Дифузійне зварювання
Дифузійне зварювання застосовують для конструкційних матеріалів, які важко або неможливо зварити іншими способами (сталь з чавуном, метали із склом, кварцем), для хімічно активних металів при виготовленні відповідальних конструкцій у космічній техніці, радіоелектроніці, літако-, приладобудуванні, для отримання біметалевих і багатошарових виробів.
Сутність дифузійного зварювання полягає у взаємній дифузії атомів зварюваних виробів, внаслідок чого отримують нероз'ємні з'єднання.
Для прискорення процесу з'єднання вироби нагрівають до температури рекристалізації найбільш легкоплавкого матеріалу і стискують.
Дифузійне зварювання у більшості випадків проводять у вакуумі. Під дією високої температури та вакууму руйнуються оксидні плівки, що утворюються на поверхні зварюваних виробів і перешкоджають дифузії атомів матеріалів контактуючих виробів.
У процесі дифузійного зварювання (рис. 8) вироби 3 встановлюють в камеру 2, що охолоджується водою. В камері створюють вакуум 5. вироби нагрівають до певної температури вольфрамовим або молібденовим індуктором 4, по якому протікає висококочастотний струм 6.
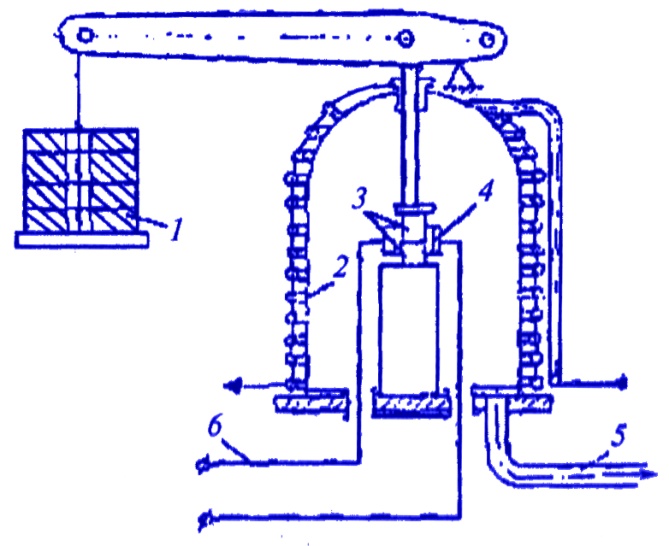
Рис. 8. Схема установки для дифузійного зварювання виробів
Після досягнення відповідної температури до заготовок прикладають зусилля 1 (1—20 МПа) протягом 5—20 хв.
З'єднання міцні, корозієстійкі, щільні, маса звареної конструкції не збільшується, не потрібно очищати шви від шлаку чи окалини.
4. Механічні способи зварювання
Механічне зварювання здійснюють з використанням різних видів механічної енергії. З сучасних механічних способів зварювання найбільш поширеними є: холодне зварювання тиском, зварювання ультразвуком, тертям та вибухом.
Холодне зварювання тиском здійснюють за рахунок використання великих зусиль стискання контактних поверхонь виробів, очищених від оксидів і забруднень, що дає змогу проявитися міжатомним силам зчеплення внаслідок пластичного деформаційного взаємопроникнення часток з'єднуваних матеріалів.
Зварювання тиском переважно застосовують для з'єднання внапусток або у стик мідних і алюмінієвих прутків, дротів, а також виробів з нікелю, свинцю, олова та інших.
У радіоелектроніці, приладобудуванні, авіаційній промисловості використовують ультразвукове зварювання, сутність якого полягає в тому, що під дією ультразвукових коливань поверхні виробів нагріваються та деформуються. При наближенні нагрітих поверхонь на відстань дії міжатомних сил між ними виникає міцний зв'язок.
Залежно від того, який матеріал зварюється, температура нагрівання становить 200—1200 °С. Ультразвуком успішно зварюють не тільки метали — мідь, алюміній і його сплави, титан, тантал, нікель, а також хлорвініл, поліетилен, капрон, нейлон, органічне скло тощо.
Ультразвукове зварювання може бути точковим і шовним. Зварюють вироби товщиною 0,001 — 1 мм, а також приварюють тонкі листи до виробів різної товщини
Для виготовлення різальних інструментів, пуансонів, штампів тощо використовують зварювання тертям.
Механічна енергія тертя перетворюється на теплову, збільшується пластичність металів, між металами контактуючих поверхонь виникають зв'язки, що приводять до утворення зварного з'єднання.
Цим способом можна з'єднати як однорідні, так і неоднорідні метали та сплави (наприклад, мідь із сталлю, алюміній з титаном тощо).
Основні параметри зварювання тертям — швидкість відносного переміщення зварюваних поверхонь, тривалість нагрівання, питоме зусилля. Ці параметри залежать від властивостей зварюваних металів, площі перетину та конфігурації виробу. Для отримання якісного з'єднання в кінці процесу зварювання необхідно швидко припинити рух виробів і прикласти до них велике зусилля. Отримане з'єднання, тобто шов, має досить добрі механічні властивості.
При зварюванні легких і пластичних металів зусилля складає 25 МПа, при зварюванні найтвердіших металів — 250 МПа.
Для зварювання тертям використовують переобладнані токарні, свердлильні та інші металорізальні верстати і спеціалізовані зварювальні машини.
Для з'єднання листів однорідних (алюміній, мідь, срібло, титан, сталь тощо) і неоднорідних (титан і сталь, титан і мідь, алюміній і титан тощо) металів застосовується зварювання вибухом.
Найчастіше цей спосіб застосовують для виготовлення біметалевих виробів, в основному листових.
Лист, який треба приварити по всій площині до іншого, встановлюється на відстані 2—3 мм і під кутом до нього. На поверхню приварюваного листа кладуть вибухову речовину, яку запалюють. Внаслідок вибуху виникає вибухова хвиля, яка поширюється по всій поверхні приварюваного листа і тисне на нього з величезною силою. Хвиля стискає листи, в поверхневих шарах листів виникає пластична деформація і розплавлення мікроділянок, що супроводжується взаємною дифузією частинок поверхонь, внаслідок чого і відбувається зварювання листів.