

3. Термомеханічні способи зварювання
Термомеханічне зварювання грунтується на розігріванні контактних поверхонь зварюваних виробів до пластичного стану або до початку плавлення і механічному їх стисканні.
Електроконтактне зварювання
Електроконтактне зварювання належить до видів зварювання з короткочасним нагрівом місця з'єднання без оплавлення або з оплавленням розігрітих заготовок.
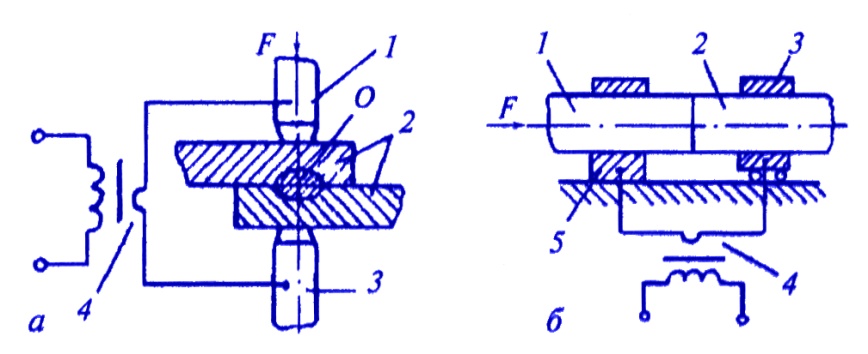
Рис. 6. Схема способів електроконтактного зварювання:
1 — електрод; 2 — виріб; З — електрод; 4 — трансформатор
Місце контакту зварюваних виробів має найбільший опір, тут виділяється найбільша кількість тепла. Опір, а отже, і кількість тепла, залежить від стану зварювальних поверхонь, тиску, що прикладають до зварювальних виробів, тощо.
Товщина виробів та матеріал, з якого вони виготовлені, визначають час зварювання (від сотих часток секунди до кількох хвилин).
З усіх видів електроконтактного зварювання найчастіше використовують точкове (рис. 6а), стикове (рис. 6б) та шовне.
При точковому зварюванні (рис. 6а) вироби 2 затискують між електродами 1 і 3; зварювальний трансформатор 4 подає струм, до електродів прикладається сила F. У місцях дотику виробів метал набуває пластичності або розплавляється. Після припинення дії сили і вимкнення струму утворюється зварна точка О.
Точкове зварювання використовують у масовому та великосерійному виробництвах, його легко автоматизувати.
Товщина зварюваних виробів 0,001—30 мм. Зварюють вуглецеві та леговані конструкційні сталі, алюмінієві, мідні, титанові сплави тощо.
При стиковому зварюванні (рис. 6б) вироби закріплюють у затискачах 3 і 5, нагрівають їх до пластичності, потім струм вимикають і одночасно вироби стискають силою F. Утворюється зварне з'єднання.
Стикове зварювання можливе для перерізів до 50000 мм2 і більше, причому форма стику може бути різноманітна: кругла, квадратна, фасонна (рейки, кути, труби), але форма і переріз кожної пари зварюваних частин мають бути однаковими.
Міцність шва стикового з'єднання не поступається перед міцністю основного металу.
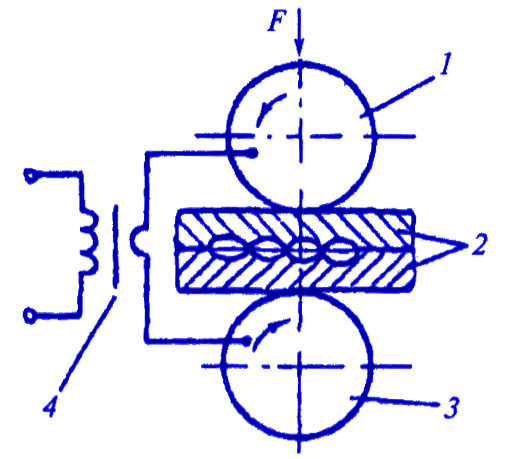
Рис. 7. Схема шовного зварювання
Стикове зварювання поширене в масовому і серійному виробництвах.
Для утворення міцних і щільних швів при виготовленні тонкостінних посудин для зберігання та транспортування рідин і газів, при виробництві тонкостінних труб застосовують шовне зварювання (рис. 7).
Вироби 2 складають внапуск і пропускають між роликами— електродами 1 і 3, крізь які проходить електричний струм. Таким зварюванням з'єднують листи товщиною 0,3—3 мм із латуні, бронзи, нержавіючої сталі, алюмінієвих сплавів.
Для виготовлення зварних труб з повздовжнім прямим або спіральним швом і армування різального інструменту застосовують індукційне зварювання. Метал нагрівають до пластичного стану або до оплавлення індукційним струмом з наступним стисканням деталей.
Таким способом зварюють труби діаметром від кількох міліметрів до 1600 мм при товщині стінок 0,1 — 16 мм. Індукційний спосіб зварювання радіочастотним струмом найбільш високопродуктивний (до 18 км/год). Цей метод зварювання дозволяє з'єднувати труби, які не очищені від окалини.