

Контрольні запитання
В чому полягає обробка металів тиском?
Поясніть технологічний процес виготовлення заготовок прокаткою.
Сутність технологічного процесу пресування.
Як отримують дріт обробкою тиском?
Поясніть технологічний процес вільного кування. Призначення вільного кування.
В чому сутність технологічного процесу штампування?
Які існують види штампування; виконання технологічних процесів об'ємного та листового штампувань.
Що визначає ефективність обробки металів тиском?
Література
1. Збожна О.М. Основи технології— Тернопіль: Карт-бланш, 2002.— 486 с.
2. Деречин В.В. Системи технологій. — Одеса: Латстар, 2002. — 300 с.
3. Никифоров В.М. Технологія металів і конструкційні матеріали. — К.: Вища шк., 1984. — 342 с.
ЛЕКЦІЯ 17
Тема 2.4. Технологи виробництва машин та устаткування
2.4.3. Зварювання
План
Характеристика зварювання та види зварних з'єднань.
Термічні способи зварювання.
Термомеханічні способи зварювання.
Механічні способи зварювання
Паяння металів.
1. Характеристика зварювання та види зварних з'єднань
У галузях народного господарства виробляють і використовують вироби, конструкції і споруди, окремі складові частини яких з'єднуються між собою рухомо і нерухомо.
Нерухомі з'єднання є рознімні та нерознімні. Одним із способів виготовлення нерознімних з'єднань є зварювання.
Зварювання — технологічний процес утворення нерознімного з'єднання матеріалів, деталей, машин, споруд та конструкцій шляхом місцевого сплавлення або пластичного місця з'єднання деформування, внаслідок чого отримуються міцні зв'язки між атомами (чи молекулами) з'єднуваних частин. Зварюванням з'єднують однорідні і різнорідні метали і їх сплави, метали з деякими неметалічними матеріалами (керамікою, графітом, склом та ін.), а також пластмаси.
Порівняно з іншими способами отримання нероз'ємних з'єднань литтям, куванням, клепанням, клеєнням зварювання економічно вигідний, високопродуктивний і значною мірою механізований технологічний процес, що широко застосовується практично у всіх галузях машинобудування у будівництві, на транспорті тощо.
Так, електродугове зварювання використовується при з'єднанні металоконструкцій у машинобудуванні, судноремонті, будівельно-монтажних і ремонтних роботах; зварювання під шаром флюсу широко використовується при виготовленні лемехів.
Електрошлакове зварювання використовується для зварювання ланцюгів.
Зварюванням отримують більш раціональні конструкції завдяки використанню різних профілів прокату. Якщо заготовки, отримані литтям, замінити на зварювані, економія металу може скласти 40— 50 %.
Зварювання порівняно із клепкою забезпечує більшу герметичність та міцність з'єднання при виготовленні котлів, резервуарів, потрібних у хімічній та будівельній промисловостях.
У випадках, коли замість кованих або литих виробів використовують зварні, знижується матеріалоємність.
Рівень технологій у машинобудуванні, приладобудуванні, будівництві та інших галузях народного господарства в багатьох випадках залежатиме від рівня технології зварювання.
Всі процеси зварювання здійснюються з використанням окремо або разом двох форм енергії— теплової і механічної.
Залежно від форми енергії, що використовується для утворення зварного з'єднання, всі види зварювання поділяються на три класи:
термічний;
термомеханічний;
механічний.
До термічного класу належать види зварювання, здійснювані плавленням з використанням теплової енергії (дугова, плазмова, електронно-променева, лазерна, електрошлакова, газова та ін.).
До термомеханічного класу належать види зварювання, здійснювані з використанням разом теплової енергії і механічної енергії тиску (контактна, дифузійна та ін.).
До механічного класу належать види зварювання, здійснювані з використанням механічної енергії різних видів (зварювання тиском, ультразвуком, вибухом, тертям та ін.).
За ступенем механізації зварювання поділяють на ручне, напівавтоматичне, автоматичне.
У процесі виготовлення зварних конструкцій деталі можна розташувати по-різному. Основними видами з'єднань є стикове, внапуск, кутове, таврове (рис. 1).
За розміщенням у просторі зварні шви поділяють на нижні, вертикальні, горизонтальні та верхні (рис. 2).
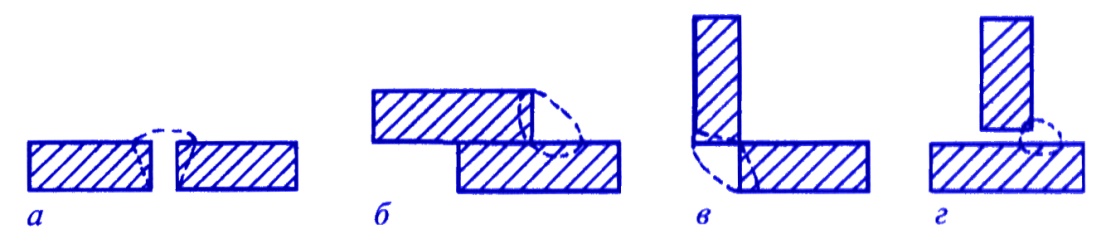
Рис. 1. Види зварних швів:
а — стикове; б — внапуск; в — кутове; г — таврове
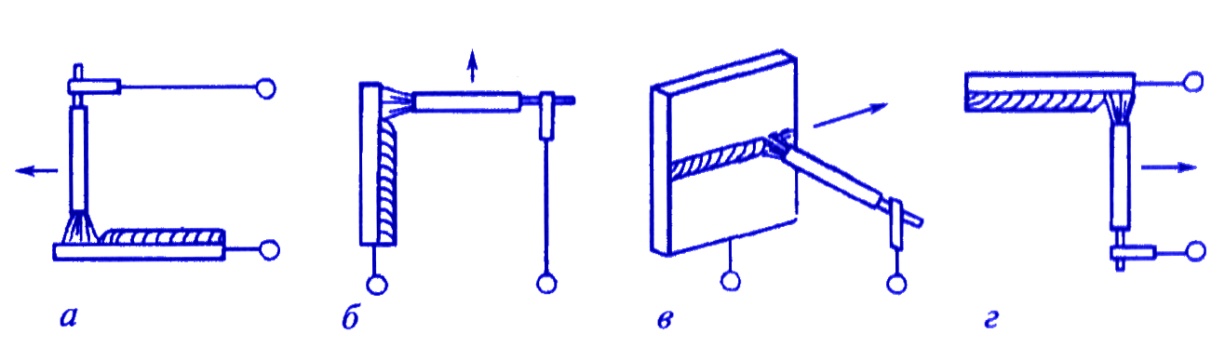
Рис. 2. Види розміщення зварних з'єднань у просторі:
а — нижні; б — вертикальні; в — горизонтальні; г — верхні
Нижні та горизонтальні шви найзручніші при виготовленні. Трудомісткість нижніх та горизонтальних швів на 20—25 % менша, ніж вертикальних, і на 40—45 % — ніж верхніх.
Залежно від товщини зварюваних виробів виконують одношарові та багатошарові шви. Якщо товщина виробу до 10 мм, то з'єднання виконують за одне проходження (одношаровий шов). У разі більшої товщини виробів шов отримують за кілька проходжень (багатошаровий шов).