

3. Виготовлення виливків у кокілях
Суть способу виготовлення виливків у кокілях полягає в тому, що замість піщано-глинистої форми використовують багаторазову металеву— кокіль. Для утворення у виливку внутрішніх порожнин або отворів стрижні часто роблять також металевими. У кокілях виготовляють виливки з кольорових сплавів, чавуну і рідко із сталі. Порівняно з піщано-глинистими формами кокіль має ряд переваг: не потрібні формові суміші і модельно-опокова оснастка; підвищуються точність і чистота поверхні виливків; високі якість і щільність металу виливка; зменшується кількість пилу; значно підвищується продуктивність праці.
Недоліком цього способу є висока вартість кокіля, чим пояснюється їх застосування лише в серійному і масовому виробництві; непіддатливість кокіля, що збільшує небезпечність утворення тріщин у виливках; труднощі в процесі виготовлення тонкостінних виливків.
4. Виготовлення виливків під тиском
Суть способу виготовлення виливків під тиском полягає в тому, що метал примусово заповнює металеву прес-форму. Це усуває можливість утворення усадочних раковин, підвищує щільність і міцність виливків. При цьому способі виливки не потребують механічної обробки. Литтям під тиском можна виготовити виливки з глибокими порожнинами, отворами малого діаметра (до 2 мм), з готовою різьбою, тонкостінні (близько 0,5 мм). Перевагою цього способу є також висока продуктивність праці і взаємозамінність виготовлених деталей. Металеві прес-форми дуже складні і дорого коштують, тому лиття під тиском застосовують лише в масовому виро-бництві тонкостінних невеликих виливків з кольорових сплавів, які мають невисоку температуру плавлення. Схема виготовлення виливка під тиском представлена на рис. 4.
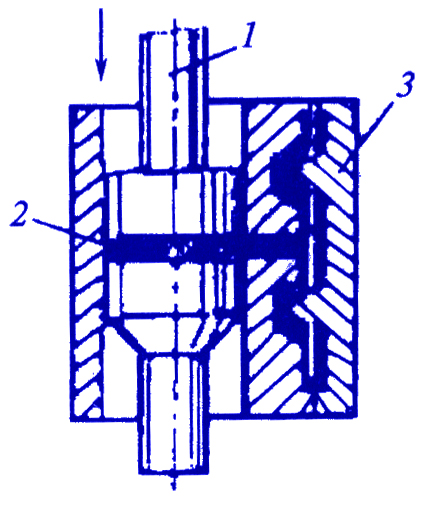
Рис. 4. Схема виготовлення виливків під тиском:
1 — плунжер; 2 — метал; 3 — камера пресування
При роботі в автоматичному режимі продуктивність машин досягає 3000 виливків за годину.
5. Виготовлення виливків за виплавними моделями
Суть способу виготовлення виливків за виплавними моделями полягає в тому, що за нерознімною легкоплавкою моделлю виготовляють нерознімну разову ливарну форму моделі, яку потім витоплюють, а в утворену порожнину заливають метал. Виливки, одержані цим способом, мають точні розміри і високу чистоту поверхонь. Обсяг механічної обробки зменшується на 80—100 %. Цим способом можна одержувати виливки із сплавів з будь-якою температурою плавлення, а також важкооброблюваних різанням і тиском (жароміцні, жаростійкі, різальний інструмент із швидкорізальної сталі та ін.). Схема виготовлення виливка за виплавними моделями представлена на рис. 5.
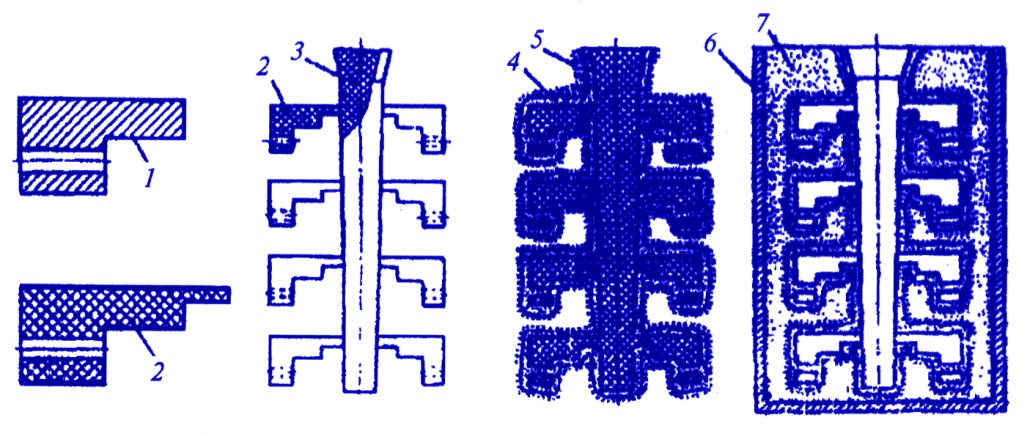
Рис. 5. Схема виготовлення виливка за виплавними моделями:
1 — виливок; 2 — модель; 3 — загальний стояк; 4 — вогнетривка суміш; 5— кварцовий пісок; 6— металевий ящик; 7— сухий пісок
За кресленням виливка 1 виготовляють моделі 2 з модельної маси, до складу якої входять різні легкоплавкі матеріали, наприклад, парафін, стеарин, віск, церезин, каніфоль. Для виготовлення моделі модельну масу, доведену до тістоподібного стану, шприцом запресовують у металеву рознімну форму, яка дає точний відбиток і точні розміри майбутнього виливка з усіма внутрішніми порожнинами. Моделі стояка і живильників (живильники — це канали, що підводять метал у порожнину форми) також виготовляють з модельної маси. Легкоплавкі моделі 2 (кілька штук або кілька десятків) "припаюють" до загального стояка 3, утворюючи блок моделей.
Ливарну форму виготовляють нанесенням вогнетривкого покриття, занурюючи блок легкоплавких моделей у суміш з 60—70 % маршаліту (кварцова пудра) і 30—40 % гідролізованого етилсилікату. На моделях утворюється тонкий шар вогнетривкої суміші 4. Для укріплення цього шару блок посипають кварцовим піском 5. Дають покриттю висохнути. Занурення у вогнетривку суміш і пересипання кварцовим піском повторюють ще 3—5 разів із сушінням кожного шару. Наступна операція — витоплювання легкоплавких моделей з вогнетривкої оболонки (форми). Для цього блок моделей з оболонкою занурюють у гарячу воду (90 °С) або ставлять його в сушильну шафу. Моделі і елементи ливникової системи витоплюються і витікають з форми. Оскільки оболонка ще недостатньо міцна, її заформовують у металеві ящики 6 сухим піском 7 і поміщають у термічну піч, де і випалюють при температурі 800—900 °С. Заливають рідкий метал у гарячу форму відразу після випалення оболонки, що дає можливість виготовляти тонкостінні виливки. Виливки вибивають з форм і відокремлюють від ливникової системи на вібраційних машинах.