

Вопрос 1:
Посадки с натягом: для посадок с натягом основные отклонения – P(p) – Zc(zc). Квалитеты IT5-IT12.
В посадке с натягом вал больше отверстия.
Посадка с натягом в системе отверстия.
Ø20 H7/s6
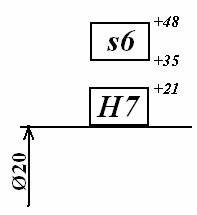
TN=Nmax-Nmin=TD+Td=48-14=34=21+13=34
Посадка с натягом в системе вала.
Ø20 S7/h6
TN=Nmax-Nmin=TD+Td=56-22=34=21+13=34
3 Вида обозначений на чертежах:
1) Ø20g6
2) Ø20-0,020-0,007(друг над другом)
Ø20g6(-0,020-0,007)
Применение посадок с натягом.
H7/p6 – для неподвижных соединений тонкостенных деталей;
H7/r6, H7/s6 – для соединений зубчатого колеса с валом и кондукторной втулки с корпусом;
H7/u7 для обода из легких металлов (соединение обода и зубчатого колеса).
Вопрос 2:
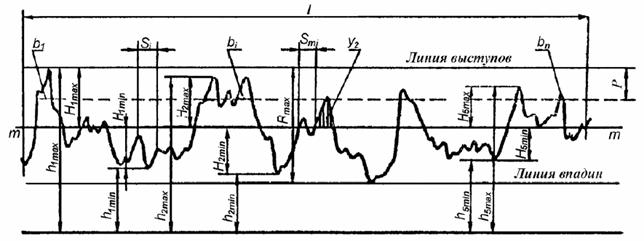
Шероховатость – чередование микровыступов и впадин на рассматриваемой поверхности в пределах базовой длины l.
Профилограмма – кривая, описывающая характер поверхности.
Базовая длина l – участок, на котором оценивается шероховатость.
Средняя линия m-m – линия, проведенная так, что в пределах базовой длины l сумма выступов равна сумме впадин.
Группы микронеровностей (шероховатостей):
1) высотные параметры: Ra, Rz, Rmax;
2) шаговые параметры: Sm, S;
3) Параметр относительной опорной длины (профиля или формы): tp.
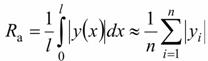
1) Ra – среднее арифметическое отклонение.
2) Rz – средняя высота неровностей по 10 точкам:
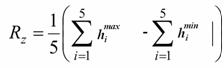
3) Rmax – разность между максимальным выступом и минимальной впадиной.
Rmax=himax-himin
4) Sm – среднее арифметическое шага неровностей.
5) S – среднее арифметическое шагов местных выступов.
6) tp – параметр относительной опорной длины.
tp=ηp/100%
ηp=Σbi
p – уровень сечения профиля от самой высокой точки.
Выбор параметров шероховатости.
1) Для трущихся поверхностей, подверженных износу назначается и контролируется Ra (Rz) и tp.
2) Для циклически нагруженных поверхностей подверженных вибрациям Sm, Rmax.
3) Для герметичных поверхностей, деталей испытывающих натяг Ra (Rz).
Контроль шероховатости:
1) Профилограф, профилометр: контактная игла идет по поверхности и выдает значение.
2) Окулярный микроскоп.
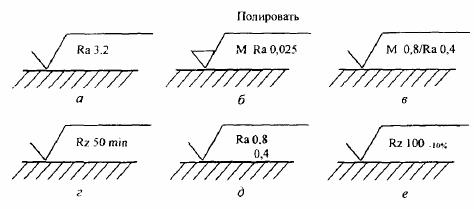
Обозначения на чертежах:
![]() любой
вид обработки
любой
вид обработки
![]() со
снятием слоя
со
снятием слоя
![]() не
обрабатывается
не
обрабатывается
Вопрос 3:
Система допусков и посадов метрических резьб
Внутренние
и наружные резьбы соединяются по боковым
сторонам профиля. Возможность контакта
по вершинам и впадинам резьбы исключается
соответствующим расположением полей
допусков по
![]() и
и
![]() .
В
зависимости от характера сопряжения
по боковым сторонам профиля (т.е. по
среднему диаметру) различают резьбы
со скользящей посадкой, с зазором,
натягом и с переходными посадками.
.
В
зависимости от характера сопряжения
по боковым сторонам профиля (т.е. по
среднему диаметру) различают резьбы
со скользящей посадкой, с зазором,
натягом и с переходными посадками.
Система допусков и посадок метрической резьбы регламентирована СТТ СЭВ 640-77, предусматривающим допуски посадок скольжения и с зазором.
1. Степени точности резьбы. Допуски диаметров резьбы устанавливаются степенями точности, обозначенные цифрами: с 3 по 9
|
Степени точности |
Диаметры наружной резьбы Наружный d Средний d2 |
4; 6; 8 3; 4; 5; 6; 7; 8; 9 |
Диаметры внутренней резьбы Внутренний D1 Средний D2 |
4; 5; 6; 7; 8 4; 5; 6; 7; 8 |
Допуск внутреннего диаметра d1 наружной резьбы и наружного диаметра D внутренней резьбы не устанавливаются.
Допуски среднего диаметра являются суммарными.
2. Допуски резьбы. Основным рядом допусков для всех диаметров, в соответствии с рекомендацией JSO, принят ряд по 6-1 степени точности. Допуски диаметров резьбы для 6-ой степени точности при нормальной длине свинчивания определяются формулам.
Например, для d2
![]()
Для D2
![]()
где Р – в мм, D – среднее геометрическое крайних значений интервалов номинальных диаметров; Т – в мкм.
Допуски остальных степеней точности определяются умножением допуска 6-1 степени точности, найденного по соответствующим формулам, на коэффициенты. Например
Степень точности |
3 |
4 |
5 |
7 |
8 |
9 |
Коэффициент |
0,5 |
0,63 |
0,8 |
1,25 |
1,6 |
2 |
Из
формулы (1) следует, что допуск
![]() на
1/3 больше допуска
на
1/3 больше допуска
![]() при
одной и той же степени точности.
при
одной и той же степени точности.
3. Поле допусков резьбы. Положение поля допуска диаметра резьбы определяется основным отклонением (верхним es для наружной резьбы и нижним EJ для внутренней). Для получения посадок резьбовых деталей с зазором предусмотрено 5 основных отклонений для наружной и 4 для внутренней резьбы. Эти отклонения одинаковы для d; d2 и D1; D2. Выбранная величина основного отклонения соблюдается единой по всему периметру профиля, т.е. распространяется и на ненормируемые d1 и D.
Большие отклонения d, e, f, E, F, G преимущественно назначают для резьб с защитными покрытиями.
 Отклонения
отсчитываются от номинального профиля
резьбы в направлении, перпендикулярном
оси резьбы.
Отклонения
отсчитываются от номинального профиля
резьбы в направлении, перпендикулярном
оси резьбы.
Поле допуска диаметра резьбы образуется сочетанием допуска и основного отклонения.
Поле допуска резьбы образуется сочетанием поля допуска среднего диаметра с полем допуска диаметра выступов (наружного диаметра для наружной резьбы и внутреннего диаметра D1 для внутренней резьбы).
Поля допусков резьбы устанавливаются в классах точности – точный, средний и грубый – в зависимости от длины свинчивания.
Длина свинчивания. Для выбора степени точности в зависимости от длины свинчивания установлены три группы свинчивания: S – короткие, N – нормальные и L - длинные.
К нормальной (N) длине свинчивания относятся длины свыше 2,24Pd0,2 до 6,7Pd0,2. Длины свинчивания меньше нормальной, относятся к группе S, а больше – к группе L.
Классы точности резьбы. В соответствии со сложившейся во многих странах практикой поля допусков сгруппированы в 3 классах точности: точном, среднем и грубом.
Понятие о классах точности условное (на чертежах указывают не классы, а поля допусков), оно используется для сравнительной оценки точности резьбы.
Точный класс – для ответственных статически нагруженных резьбовых соединений.
Средний класс - для резьб общего применения.
Грубый класс – при нарезании резьбы в длинных глубоких отверстиях.
№9
1 .Переходные посадки. Схемы расположения полей допусков в системе вала и отверстия. Применение переходных посадок и примеры обозначения на чертеже.
Шаговые параметры шероховатости поверхности. Нормирование и примеры обозначения на чертеже