

Вопрос 24.Необходимые данные для проектирования технологического процесса.
Исходные:
1)Краткое описание служебного назначения машины;
2)Тех. Условия и нормы, определяющие служебное назначение машины;
3) Рабочие черчежи машины;
4) данные о количестве машин, намечаемых к выпуску в единицу времени (год, квартал, месяц)
5) Общее количество машин, намечаемых к выпуску по неизменным черчежам.
Базовые:
Условия организации производства;
Местонахождение завода;
Наличие кадров и их обновления;
Плановые сроки подготовки и освещения новой машины;
Детали:
Рабочий и сборочный черчежи, тех.условия и норма служебого назначения;
Производственная программа, кол-во машин;
Способ изготовления исходной заготовки
Данные о тех. Оборудовании;
Дополнительные данные
Вопрос 25. Отработка изделия на технологичность . Основные этапы.
На основании конструкторского черчежа деталь обрабатывается на технологичность, при решении следующих задач:
Анализ возможных способах получения заготовки для заданной конструкции и материала изделия.
Анализ простановки размеров, точности и шероховатости различных поверхностей изделия в соответствии с заданными техническими требованиями
Анализ возможности применения стандартных элементов изделия с резьбовыми и шлицевыми по-тями и т.д.
Проведение размерно-точностного анализа конструкторских размерных цепей, что позволяет расширить допуски на некоторые размеры . Согласовать выбор поверхностей под технологические базы на первых операциях механической обработки спроектировать приспособления.
Далее по согласованию с конструктором в черчёж изделия вносятся соответсвующие поправки.
Пример: вал
Получение: прокат
Возможно нарезание шлицов.
Вопрос 26. Типы производств. Характерные основные особенности. Коэф. Закрепления операций.
Коэф. операций- отношение числа всех различных тех. Операций выполняемых или подлежащих выполнению в течение месяца к числу рабочих мест.
Единичное- производство, которое характеризуется широкой номенклатурой изготавливаемых или ремонтируемых изделий малым обьемом одинаковых изделий.
Универсальное тк разные детали.
На одном станке несколько операций.
Серийное- производство характеризуемое ограниченной номенклатурой изготовления или ремонтируемых изделий периодически повторяющихся партиями при сравнительно большом обьеме выпска.
Массовое –производство, характеризуемое узкой номенклатурой и большим обьемом выпуска изделий, непрерывно изгототавлиемых или ремонтируемых в продолжительное время.
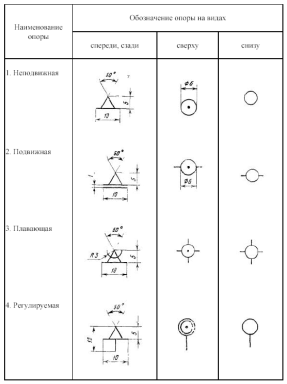
В опрос
23.Опоры,
зажимы, установочные устр-ва.
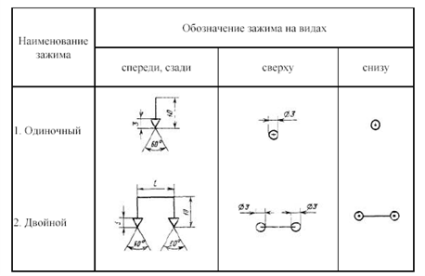
опрос
23.Опоры,
зажимы, установочные устр-ва.
27. Дифференциация и концентрация технологических переходов в различных типах производств
При использовании принципа дифференциации технологический процесс расчленяется на элементарные операции с примерно одинаковым временем их выполнения, равным такту или кратным ему; на каждом станке выполняют определенные операции, преимущественно однопереходные или двухпереходные, например центровка валиков, снятие фасок при доделке после обработки заготовок на автомате ит. д. В связи с этим здесь применяют специальные и узкоспециализированные станки; специальные же приспособления для обработки предназначены для выполнения только одной операции. Часто такое специальное приспособление является неотъемлемой частью станка.
При использовании принципа концентрации технологический процесс предусматривает объединение операций, которые в этом случае производятся на многошпиндельных автоматах, полуавтоматах, агрегатных, многопозиционных, многорезцовых станках, производящих одновременно несколько операций при малой затрате основного (технологического) времени.