

7. Базирование и базы в машиностроении. Установка. Комплект баз. Теоретическая схема базирования.
Базированием называется придание изделию требуемого положения относительно выбранной системы координат.
База — поверхность или выполняющее ту же функцию сочетание поверхностей,
ось, точка, принадлежащая заготовке или изделию и используемая для базирования.
Установка — процесс базирования и закрепления заготовки или изделия.
Закрепление — приложение сил и пар сил к заготовке или изделию для обеспечения постоянства их положения, достигнутого при базировании.
Правильно выбранная установка заготовки должна обеспечить:
— заданное положение заготовки относительно выбранной системы координат,
связанной со станком;
— надежную связь заготовки со станком;
— минимальные деформации заготовки под действием составляющих силы резания и закрепления.
Существует два основных способа установки заготовок:
— установка непосредственно на станке с выверкой ее положения (для чего она может быть предварительно размечена);
— установка в приспособлении.
Первый способ требует больших затрат времени на установку и применяется в единичном и мелкосерийном производствах.
Второй — обеспечивает точное и быстрое ориентирование заготовки относительно станка, т. е. не требует дополнительной выверки, и применяется в серийном и массовом производствах. В каждом конкретном случае установки заготовки на станке прорабатывается теоретическая схема базирования, т. е. схема расположения опорных точек на базовых поверхностях заготовки. Все опорные точки на схеме базирования изображаются условными знаками и нумеруются порядковыми номерами, начиная с базы, на которой располагается наибольшее количество опорных точек.При установке заготовки на станке используется комплект баз. Так как базирование необходимо на всех стадиях создания изделия: конструирования, изготовления и измерения, то различают конструкторские, технологические и измерительные базы.
![]()
9. Виды баз по назначению: скрытая и явная базы. Примеры на деталях типа «вал», «втулка» и «корпус»..
По характеру проявления базы могут быть скрытыми и явными.
Явная база — база заготовки или изделия в виде реальной поверхности, разметочной риски или точки пересечения рисок.
Скрытая база — база заготовки или изделия в виде воображаемой плоскости,
о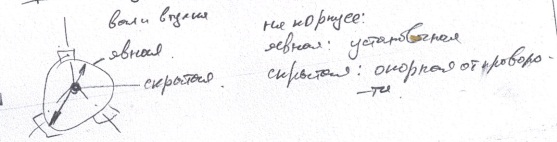 си
или точки..
си
или точки..
Теоретическая схема базирования скрытой базы (см. рис. 2.11) отличается от схемы с явными базами (см. рис. 2.10) порядком простановки опорных точек. Наибольшее количество их находится на скрытой базе: две в одной плоскости («<>1»,«<>2») и две в другой («/\3», «/\4»).

Н
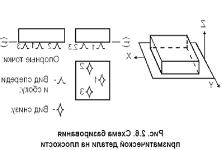 а
явной
опорной
технологической базе — конической
поверхности (2), только одна опорная
точка («>5»).
а
явной
опорной
технологической базе — конической
поверхности (2), только одна опорная
точка («>5»).
8. Виды баз по назначению: Конструкторская (основная и вспомогательная), технологическая, измерительная база.
При установке заготовки на станке используется комплект баз. Так как базирование необходимо на всех стадиях создания изделия: конструирования, изготовления и измерения, то различают конструкторские, технологические и измерительные базы.
Конструкторская база — база, используемая для определения положения детали или сборочной единицы в изделии.
Конструкторская база может быть основной и вспомогательной.
Основная база — конструкторская база, принадлежащая данной детали или сборочной единице и используемая для определения ее положения в изделии.
Вспомогательная база — конструкторская база, принадлежащая данной детали или сборочной единице и используемая для определения положения присоединяемого к ним изделия.
Пример: Ось паразитной шестерни A (рис.1) смонтирована в корпусе B (см. рис.2, ).
Ц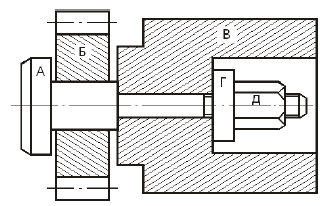 илиндрическая
поверхность с резьбой (8) и торец (3)
являются комплектом основных
конструкторских баз, так как они
непосредственно используются для
определения положения вала в сборочном
соединении. Цилиндрическая поверхность
(7) и торец (2) являются комплектом,
содержащим вспомогательные конструкторские
базы, которые принадлежат данному валу,
но используются для определения
положения присоединяемого изделия
(шестерни Б).
илиндрическая
поверхность с резьбой (8) и торец (3)
являются комплектом основных
конструкторских баз, так как они
непосредственно используются для
определения положения вала в сборочном
соединении. Цилиндрическая поверхность
(7) и торец (2) являются комплектом,
содержащим вспомогательные конструкторские
базы, которые принадлежат данному валу,
но используются для определения
положения присоединяемого изделия
(шестерни Б).
Р![]()
 ис.1
ис.1
Рис.2
Необходимость подразделения конструкторских баз вытекает из различия роли основных и вспомогательных баз и важности учета этого при конструировании (выборе конструктивных форм поверхностей детали, задания их относительного положения, простановке размеров, разработке норм точности и т. д.), разработке и осуществлении технологического процесса.
Т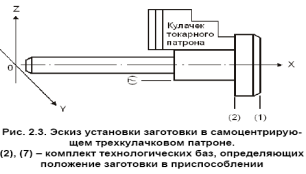 ехнологическая
база
— база, используемая для определения
положения заготовки или изделия в
процессе изготовления или ремонта. На
рис. 2.3 показана схема установки вала
паразитной шестерни на операции
подрезания торцовой поверхности (1).
Деталь базируется в токарном
самоцентрирующем трехкулачковом
патроне поверхностями (2) и (7), которые
определяют положение заготовки при
обработке и являются комплектом
технологических баз.
ехнологическая
база
— база, используемая для определения
положения заготовки или изделия в
процессе изготовления или ремонта. На
рис. 2.3 показана схема установки вала
паразитной шестерни на операции
подрезания торцовой поверхности (1).
Деталь базируется в токарном
самоцентрирующем трехкулачковом
патроне поверхностями (2) и (7), которые
определяют положение заготовки при
обработке и являются комплектом
технологических баз.
И змерительная
база
— база, используемая для определения
относительного положения заготовки
или изделия в процессе изготовления
или ремонта. На рис. 2.4 показана простейшая
схема контроля параллельности поверхности
(1) относительно измерительной базы А
(поверхность (2)).
змерительная
база
— база, используемая для определения
относительного положения заготовки
или изделия в процессе изготовления
или ремонта. На рис. 2.4 показана простейшая
схема контроля параллельности поверхности
(1) относительно измерительной базы А
(поверхность (2)).