

37. Припуски. Составляющие минимального припуска. Отрицательный
припуск. Припуск — замыкающее и — составляющее звено (на примерах).
Слой металла, подлежащий удалению с поверхности заготовки в процессе обработки, называется припуском.
Минимальный припуск должен обеспечивать обработку поверхности без следов от предшествующей операции или технологического перехода. Для этого величину
Zmin принимают равной:
Zmin=Rz+Df+Р(пр)+Е(у),
где Р(пр) — погрешности формы поверхности, образовавшиеся на предшествующей операции или технологическом переходе, Е(у) — погрешность установки на выполняемой операции или переходе, а сам припуск может быть представлен в виде:
Z+ TZ=[Rz+Df+Р(пр)+Е(у)]+ TZ
Если операция или технологический переход выполняется не ради получения новой поверхности без следов от предшествующей операции, то припуск назначается отрицательным и равным по величинепо величине допуску на размер операции.
Zmin=–Т(пр),
где Т(пр) — допуск на размер в предварительной операции или переходе.
Например: колебание поковки очень большое,за один раз не снять, применяют отр. припуск.
Припуск — составляющее звено. Пример.1
[17#28]=(18+28)+(17+18)
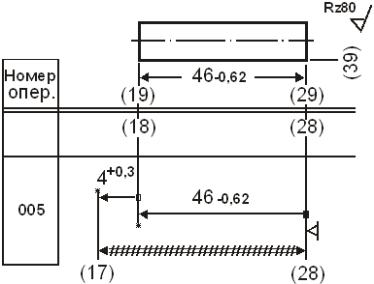
Рис. 1. Схема технологического процесса
Шпилька с продольным размером (18+28)=46 −0,62 и радиальным размером
(38+308)=10 −0,26 изготавливается на токарно-отрезной операции 005.
Задачу можно сформулировать следующим образом.
Построить размерную схему технологического процесса, определить замыкающие
звенья (если они имеются в данном процессе), написать уравнения контуров относи-
тельно замыкающего звена и произвести необходимые расчеты.
В дополнительной зоне под преобразованным эскизом шпильки с размерной схемой технологического процесса (см. рис.1) нет замыкающих звеньев.
Один чертежный линейный размер (18+28), непосредственно выполняемый на опе-
рации, является составляющим звеном с известными номиналом и предельными от-
клонениями. Второй — (17–18) — составляющее звено — промежуточный размер, у
которого также известны номинал и предельные отклонения. Замыкающим звеном представлена величина расхода металла на одно изделие, которая может быть найдена из уравнения
[17#28]=+(18+28)+(17+18)=46 −0 62 +4 +0 ,3 , =50+0,3-0,62 мм,
[17_28]min=49,38; [17_28]max=50,3; [17_28]ср=49,84 мм.
Номинальный размер и отклонения замыкающего звена рассчитаны по уравнению:
Припуск — замыкающее звено. Пример.2
Пример двусторонней обработки на барабанно-фрезерном станке с базированием
по одной из обрабатываемых поверхностей показан на рис.2.
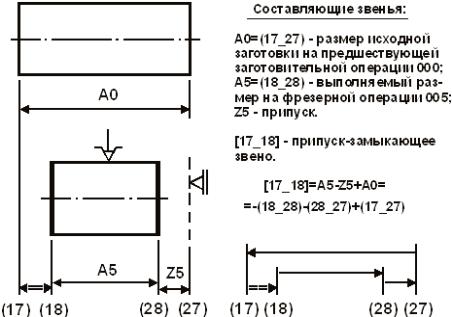
Рис.2. Звенья операционной размерной цепи при двустороннем фрезеровании
Припуск (28_27) принимается за составляющее звено и определяется по аналогии с первым примером.
За замыкающее звено принимается припуск [17_18]. Он может быть найден из уравнения [17_18]=–(18_28)–(28_27)+(17_27) и его колебания составят
w[17_18]==Т(18_28)+Т(28_27)+Т(17_27).