

6.5.4. Участки производства сортового проката
Технологическая схема на участках производства сортового проката в общем виде представляет комплекс из трех основных операций, определяющих состав и компоновку оборудования: нагрев исходной заготовки; горячую прокатку необходимого профилеразмера сечения металла; охлаждение и отделку проката для придания ему необходимых товарных свойств (механических, технологических) и формы (длины, кривизны, упаковки и т.п.).
Сортовой прокат — наиболее массовый вид прокатной продукции — характеризуется широ-
ким сортаментом по форме и размерам профилей. В зависимости от формы поперечного сечения сортовой прокат подразделяется на простые и фасонные профили. К простым профилям относят круг, квадрат, шестигранник, арматурную сталь периодического профиля, полосу. Фасонные профили подразделяют на профили общего и специального (отраслевого) назначения. К фасонным профилям общего назначения относят угловую сталь, швеллеры и двутавровые балки. К фасонным профилям специального назначения -рельсы, шпунты, автоободы, зетовую, ромбическую, трехгранную, овальную и другие стали, применяемые в транспортном и сельскохозяйственном машиностроении, судостроении, строительстве, электромашиностроении, угольной, нефтяной и других отраслях промышленности. По размерам поперечного сечения весь сортовой прокат условно подразделяют на четыре группы: сталь крупносортная, среднесортная, мелкосортная и катанка, которые, соответственно, определили основную классификацию сортовых станов по назначению.
Распространенное в настоящее время деление сортовых прокатных станов на группы в зависимости от сортамента основной продукции приведено в табл. 6.4.
По расположению рабочих клетей сортовые станы подразделяются на четыре основных типа: линейные, последовательные, полунепрерывные и непрерывные.
В сортопрокатном производстве развитых стран за два последних десятилетия наибольшее распространение получили балочные станы для прокатки экономичных широкополочных двутавров, мелкосортные, проволочные и комбинированные мелкосортно-проволочные станы, а также сортопрокатные станы широкого сортамента из качественных сталей.
Выпуск широкополочных двутавров с параллельными полками занимает одно из ведущих мест в сортопрокатном производстве, и двутавры входят в сортамент прокатной продукции всех развитых стран мира.
Таблица 6.4. Сортамент основной продукции современных сортовых станов
Наименование стана |
Масса 1 м |
Размер профиля по ГОСТу, мм |
|
||
длины профиля, |
круглая |
угловая |
двутавры |
Рельсы, кг/м |
|
кг |
сталь |
сталь |
нормальные | широкополочные |
|
|
Универсальный балочный |
20-770 |
_ |
_ |
200-1000 200-1000 |
_ |
Рельсобалочный |
20-385 |
90-250 |
180-230 |
200-600 200-350 |
50-75 |
Крупносортно-балочный |
15-72 |
- |
100-200 |
200-350 200-230 |
- |
Крупносортный |
10-90 |
50-120 |
80-160 |
100-200 |
24 |
Сред несортн о-балочн ы й |
5,5-22 |
30-60 |
70-150 |
100-180 |
- |
Среднесортный |
2,5-35 |
20-75 |
40-90 |
100 |
- |
Мелкосортный |
0,6-10 |
10-40 |
20-65 |
- - |
- |
Мелкосортно-среднесортный |
0,6-35 |
10-75 |
20-100 |
_ |
- |
Проволочный |
0,154-1,0 |
5-12 |
- |
- - |
- |
Мелкосортно-проволочный |
0,154-10,0 |
5-40 |
20-65 |
- |
- |
Основные технологические решения в проектах прокатных и трубных цехов
309
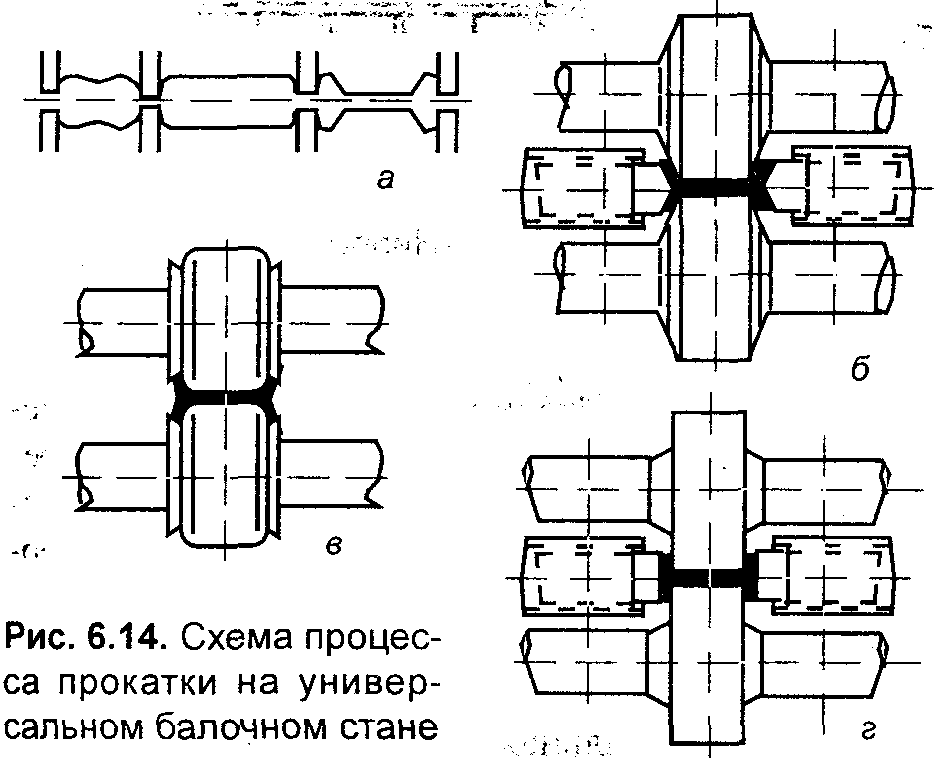
Широкополочные двутавры с высотой стенки до 1200 мм и шириной полок до 450 и 500 мм изготовляют в настоящее время на специализированных (только для производства широкополочных двутавров) или комбинированных (для прокатки двутавров и крупного сорта) универсальных балочных станах в составе трех—восьми рабочих клетей, установленных за специальными блюмингами 1270—1500 или МНЛЗ, обеспечивающими балочные станы прямоугольными и фасонными заготовками. В состав балочных станов входят универсальные рабочие клети с приводными горизонтальными и неприводными вертикальными валками, установленными в одной вертикальной плоскости. На универсальных балочных станах применяется современный метод прокатки широкополочных балок с параллельными полками, состоящий из следующих групп операций:
предварительной прокатки исходного слитка или блюма (катаного или непрерывнолитого) в обычных двухвалковых калибрах обжимной реверсивной двухвалковой клети (рис. 6.14, а), в результате чего получают черновой двутавр;
черновой прокатки с изгибом полок в одной или двух реверсивных универсально-балочных группах, каждая из которых состоит из двух клетей: реверсивной универсальной с четырехвалко-вым открытым калибром (рис. 6.14, б) и реверсивной вспомогательной дуо со сдвоенным ребровым калибром (рис. 6.14, в);
чистовой прокатки за один пропуск в отдельно стоящей чистовой универсальной клети с четырехвалковым цилиндрическим калибром (рис. 6.14, г) для выпрямления изогнутых полок и придания всем элементам профиля окончательных размеров. В табл. 6.5 приведена характеристика некоторых современных универсальных балочных станов.
На участках для производства широкополочных двутавров максимального размера устанавливается комплекс оборудования, включающий
методические печи с шагающими балками для нагрева блюмов, универсальные балочные станы с последовательным расположением рабочих клетей, пилы горячей и холодной резки с пильными дисками диаметром до 2500 мм, холодильники с шагающими балками, роликовые правильные машины с переменным шагом роликов, горизонтальные и вертикальные правильные гидропрессы усилием до 14 МН для правки тяжелых балок, соответствующие транспортные, кантующие и другие вспомогательные механизмы.
Все оборудование, устанавливаемое на этих участках, — от загрузочных устройств нагревательных печей до уборочных стеллажей с укладчиками балок в пакеты — располагается в едином технологическом потоке. При этом все межоперационные транспортные передачи металла осуществляются рольгангами, транспортерами, перекладывателями и другими механизмами, рассчитанными на часовую производительность основного оборудования.
На рис. 6.15 представлена схема компоновки и состав оборудования участка для производства наиболее крупных широкополочных двутавров (высотой до 1200 мм с шириной полок до 500 мм) со специализированным универсальным балочным станом фирмы "Ниппон Кокан" (Япония). В состав оборудования стана входят: три нагревательные печи с шагающим подом 7; обжимная (подготовительная) дуо-реверсивная клеть 1100 2; пила 3 для обрезки переднего конца раскатов перед задачей в универсальную клеть; две реверсивные универсальные балочные группы клетей — черновая и предчистовая, каждая из которых состоит из двухвалковой вспомогательной клети 1040 4 и четы-рехвалковой универсальной клети 1520 5; одна чистовая универсальная клеть 1520 6, четыре пилы горячей резки 7; четыре секции холодильников 8 с шагающими балками; девятироликовая правильная машина 9 с переменным шагом роликов (1200— 1800 мм) для правки широкополочных балок высотой < 750 мм; два комбинированных правильных пресса 10 для балок высотой более 750 мм; два инспекторских стеллажа 11; четыре штабеле-ра-укладчика балок 12 и отдельно стоящая пила холодной резки 13. Исходные заготовки для стана прокатывают на блюминге-слябинге 1500/1350, размещенном в непосредственной близости от здания универсального балочного стана, на котором из 10—25-т слитков семи типоразмеров предусмотрена прокатка прямоугольных блюмов 35—57 типоразмеров. Производительность каждой печи балочного стана 90 т/ч. Годовая производительность балочного стана 1320 тыс. т по годному, масса технологического оборудования стана 25 тыс. т.
Схема компоновки универсального балочного стана НТМК приведена на рис. 6.16.
Исходные заготовки фасонного (10 типоразмеров) и прямоугольного (двух типоразмеров)
310
Основы проектирования металлургических заводов
Таблица 6.5. Характеристика современных универсальных балочных станов
 Технические
параметры
Технические
параметры
Россия, НТМК
Япония, "Ниппон Кокан"
Япония, "Явата Сэйтэцу"
Люксембург,
"Hadir Differ-
dange"
10
Размеры широкополочных двутавров, мм: |
|
|
|
|
высота |
200-1000 |
100-1200 |
100-1000 |
100-1000 |
ширина |
100-400 |
50-500 |
75-450 |
55-420 |
длина |
6000-30000 |
До 30000 |
До 30000 |
3000-35000 |
Исходная заготовка, т |
Блюмы из слит- |
Блюмы из слит- |
Блюмы из слит- |
Слитки 13-20 |
|
ков 10-23 |
ков 10-25 |
ков 8-23 |
|
Количество рабочих клетей: |
|
|
|
|
подготовительных (обжимных) дуо |
1 |
1 |
1 |
1 |
универсальных |
з |
3 |
3 |
3 |
вспомогательных дуо |
2 |
2 |
2 |
2 |
Размеры валков подготовительной клети, мм: |
|
|
|
|
диаметр |
1300 |
1100 |
1050 |
1170 |
длина бочки |
2800 |
2800 |
2800 |
2520/2630 |
Размеры валков универсальных клетей, мм: |
|
|
|
|
горизонтальных |
|
|
|
|
диаметр |
1350-1500 |
1520 |
1370 |
1320-1450 |
длина бочки |
180-1000 |
£1100 |
83-941 |
Нет свед. |
вертикальных |
|
|
|
|
диаметр |
950-1000 |
1000 |
1000 |
1020 |
длина бочки |
450 |
530 |
470 |
Нет свед. |
Размеры валков вспомогательных клетей, мм: |
|
|
|
|
диаметр |
1250 |
1040 |
1050 |
1120 |
длина бочки |
1300 |
2000 |
1830 |
Нет свед: |
Мощность электропривода валков рабочих |
|
|
|
|
клетей, кВт: |
|
|
|
|
подготовительной |
2x5250 |
Нет свед. |
4500 |
7270 |
черновой универсальной |
8500 |
6000 |
5200 |
2x3200 |
предчистовой универсальной |
6500 |
6000 |
5200 |
2x3360 |
чистовой универсальной |
4500 |
3000 |
3000 |
2x2240 |
вспомогательной |
3400 |
2x1100 |
1500 |
2x930 |
Максимальная скорость прокатки в чистовой |
12,0 |
Нет свед. |
Нет свед. |
9,0 |
клети, м/с |
|
|
|
|
Распределения пропусков между клетями: |
|
|
|
|
подготовительной |
5-11 |
Нет свед. |
5-11 |
До 29 |
черновой группы |
3-7 |
То же |
5-7 |
5-13 |
предчистовой группы |
3 |
—«— |
5 |
2-6 |
чистовой |
1 |
—«— |
1 |
1 |
|
|
|
|
|
|
|
|
|
|
Рис. 6.15. Схема компоновки оборудования универсального балочного стана фирмы «Ниппон Кокан» (Япония): /и //-склады блюмов и готовой продукции
сечений с массой 1 м длины от 400 до 1500 кг (наибольшая масса заготовки 21,8 т) прокатывают на блюминге-слябинге 1500 из 10—23-т слитков. Для нагрева заготовок перед прокаткой на стане предусмотрены три печи с шагающим подом /, оборудованные устройствами для безударной выдачи заготовок. Длина пода печей 35,5 м, ширина — 12,6 м. Максимальная производительность каж-
дой печи 160 т/ч. Рабочие клети стана установлены последовательно в четыре линии: одна дуо-ре-версивная обжимная клеть 1300 2; две реверсивные универсальные балочные группы клетей — черновая и предчистовая, каждая из которых состоит из двухвалковой вспомогательной клети 1250 3 и четырехвалковой универсальной клети 1500 4, одна чистовая универсальная клеть 1500 5.
Основные технологические решения в проектах прокатных и трубных цехов
311

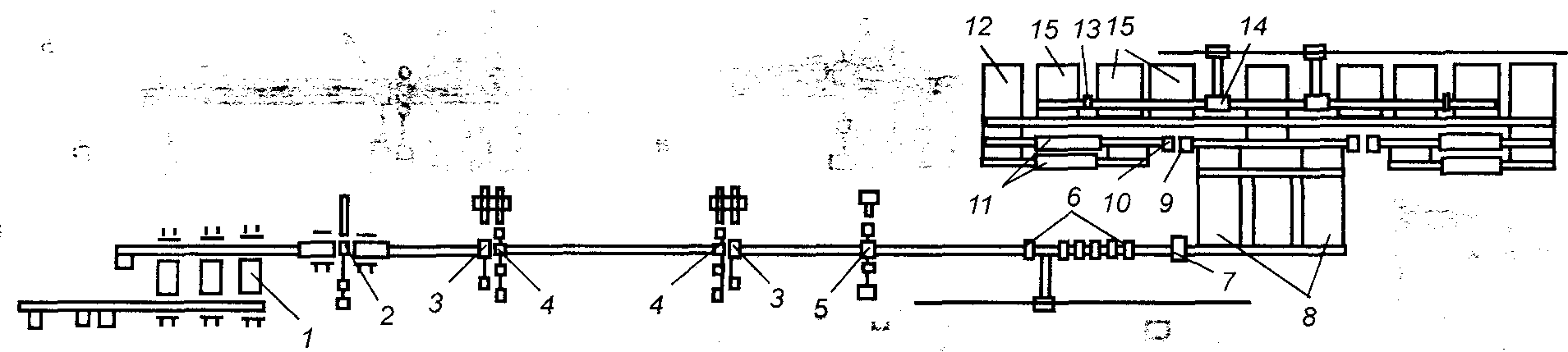
Рис. 6.16. Схема компоновки оборудования универсального балочного стана НТМК
Перед каждой линией рабочих клетей предусмотрена установка камер гидросбива окалины водой давлением 15 МПа. За чистовой клетью установлено шесть пил горячей резки 6 маятникового типа, обеспечивающих порезку раскатов на длины 6-30 м. Участок пил оборудован устройством для безупорной остановки раскатов под рез и скиповым устройством для уборки обрези непосредственно в железнодорожные вагоны. За пилами установлены клеймовочная машина 7 и холодильники 8 с шагающими балками для охлаждения двутавров в положении "на полке" с принудительным воздушным охлаждением на выходной стороне от специальной вентиляционной установки. Оборудование для отделки, контроля и уборки готового проката скомпоновано в два симметричных потока по обе стороны от холодильников, каждый из которых имеет в своем составе две правильные машины с переменным шагом роликов для горизонтальной 9 и вертикальной 10 правки двутавров; два участка осмотра двутавров 11 на рольгангах с кантователями; распределительный стеллаж 12; гидравлический пресс 13 для доправки концов двутавров; пилу холодной резки 14 для вырезки дефектных участков двутавров; три инспекторских стеллажа 75 с уборочными устройствами для готового проката.
Универсальный балочный стан оснащен локальными системами автоматического управления оборудованием участка нагревательных печей, главных приводов и нажимных устройств рабочих клетей стана, пил горячей резки с обеспечением оптимального раскроя, участка холодильников. Часовая производительность стана 95— 210 т. Масса технологического оборудования стана 34,5 тыс. т.
Современные рельсобалочные станы, достроенные в 70-е годы, оборудованы рабочими клетями дуо и универсально-балочными группами с последовательным расположением (рис. 6.17). В составе этих станов: обжимная дуо-реверсивная клеть 930 1; одна или две отдельно стоящие черновые дуо-реверсивные клети 930 2; одна или две промежуточные непрерывные двух- или трехкле-тевые реверсивные универсально-балочные группы 3, 4; чистовая универсальная клеть 5. Вместо промежуточных и чистовых универсальных клетей на рельсобалочных станах при необходимости устанавливаются горизонтальные клети дуо. Характеристика рабочих клетей шестиклетевого рельсобалочного стана (рис. 6.17, а) приведена в табл. 6.6, восьмиклетевого рельсобалочного стана (рис. 6.17, б) — в табл. 6.7.
Исходной заготовкой для современных рельсобалочных станов являются катаные или литые
Таблица 6.6. Характеристика рабочих клетей шестиклетевого рельсобалочного стана
-
Обжимная
Черновые дуо-
Промежуточные
Чистовая
Заменяе-
Параметры клетей
ДУО-
реверсивные
универ-
мая дуо
реверсив-ная № 1
№2
№3
универсальная №4
дуо № 5
сальная №6
№ 4 и №6
Размеры горизонтальных
валков, мм:
длина бочки
2500
2600
2400
830
900
830
2000
минимальное расстоя-
930
840
795
1170
630
1170
795
ние между валками
Размеры вертикальных
валков, мм:
длина бочки
-
-
-
350
-
350
-
диаметр (max)
-
-
-
900
-
900
-
диаметр (min)
-
-
-
810
-
810
-
Электродвигатели главно-
5000
6000
6000
6000
2000
3000
-
го привода, кВт
Количество проходов
3-9
3-9
3-9
3
3
1
-
Максимальная скорость
6,25
8,2
8,2
10
10
10
10
прокатки, м/с
312
Основы проектирования металлургических заводов
От
печи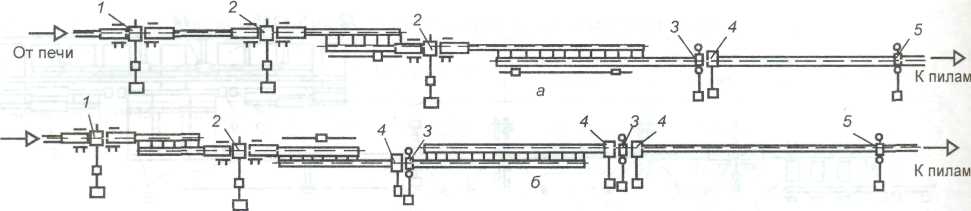
блюмы массой до 11 т. Мощность этих станов составляет 1,0—1,2 млн. т/год при производстве рельсов до 50 % производственной программы.
Применяемый за рубежом в промышленных масштабах способ прокатки рельсов в универсальных клетях обеспечивает по сравнению с традиционной прокаткой в двухвалковых горизонтальных клетях высокое качество поверхности профиля, улучшение структуры металла и повышение его механических характеристик, улучшение прямолинейности рельсов до поверхности катания головки. Прокатка рельсов в универсальных клетях позволяет получить более равномерную деформацию по сечению профиля при многократном прямом обжатии его головки и подошвы вертикальными валками разных диаметров в связи с разными толщинами головки и подошвы рельса (диаметр валка со стороны головки принимается меньшим, чем со стороны подошвы). Переход на рель-собалочном стане с прокатки рельсов в закрытых двухвалковых калибрах на прокатку в универсальных четырехвалковых калибрах обеспечивает повышение производительности, выхода годного проката и снижение расхода валков.
Непрерывная прокатка тяжелых фасонных профилей (двутавров и рельсов) начала развиваться только в 70-е годы благодаря совершенствова-
нию электропривода клетей и применению ЭВМ, позволившим вести прокатку с минимальным натяжением металла между клетями (в пределах 10 Н/мм2 площади поперечного сечения профиля). Освоение способа непрерывной прокатки рельсов и тяжелых фасонных профилей в двух- и трехклетевых универсально-балочных группах клетей ставит вопрос о создании современного рельсобалочного стана полунепрерывного типа, компоновка рабочих клетей которого приведена на рис. 6.18. Стан предусматривается в составе десяти последовательно установленных рабочих клетей: одной обжимной дуо-реверсивной 1; черновой непрерывной четырехклетевой группы 2 из одной горизонтальной дуо-нереверсивной клети, двух универсальных и одной вспомогательной клети дуо; промежуточной непрерывной четырехклетевой группы 3 из чередующихся универсальных и вспомогательных клетей дуо; одной чистовой универсальной клети 4. Прокатка в обжимной клети предусматривается за семь проходов (исходный литой блюм сечением 350x400 мм), в остальных клетях — за один проход с выпуском раската на рольганг между непрерывными группами и перед отдельно стоящей чистовой универсальной клетью. На рольгангах между группами и перед чистовой клетью возможно подсту-
Таблица 6.7 Характеристика рабочих клетей восьмиклетевого рельсобалочного стана
|
Обжим- |
Черно- |
Промежуточные |
Чистовая универсальная №8 |
Заменяемая дуо № 4, № 6, №8 |
||||
Параметры клетей |
ная дуо-ревер- |
вая дуо-ревер- |
дуо |
универсаль- |
ДУО |
универсаль- |
дуо |
||
|
сивная № 1 |
сивная №2 |
№3 |
ная № 4 |
№5 |
ная № 6 |
№7 |
||
Размеры горизон- |
|
|
|
|
|
|
|
|
|
тальных валков, мм: |
|
|
|
|
|
|
|
|
|
длина бочки |
2500 |
2500 |
1800 |
700 1800 |
700 |
1800 |
700 |
1800 |
|
минимальное рас- |
930 |
930 |
900 |
1150 900 |
1150 |
900 |
1050 |
900 |
|
стояние между |
|
|
|
|
|
|
|
|
|
валками |
|
|
|
|
|
|
|
|
|
Размеры вертикаль- |
|
|
|
|
|
|
|
|
|
ных валков, мм: |
|
|
|
|
|
|
|
|
|
длина бочки |
- |
- |
- |
350 |
350 |
_ |
280 |
- |
|
диаметр (max) |
- |
- |
- |
800 |
800 |
- |
700 |
- |
|
диаметр (min) |
- |
- |
- |
460 |
460 |
- |
410 |
- |
|
Количество проходов |
3-5 |
3-5 |
1-3 |
1-3 1 |
1 |
1 |
1 |
|
|
Максимальная ско- |
6 |
8 |
10 |
10 10 |
10 |
10 |
12 |
|
|
рость прокатки, м/с |
|
|
|
|
|
|
|
|
|
Основные технологические решения в проектах прокатных и трубных цехов
313

Рис. 6.18. Схема компоновки рабочих клетей полунепрерывного рельсобалочного стана
живание раската доя регламентированной прокатки с термомеханическим упрочнением, обеспечивающим увеличение предела прочности контактной поверхности рельсов до 1,5—1,7 ГПа и сокращение затрат на термообработку рельсов. Максимальная скорость прокатки на стане 8 м/с. Стан предполагается специализировать на прокатке железнодорожных рельсов тяжелого типа 65 и 75 кг/м длиной 50 м, трамвайных желобчатых рельсов 55, 60 и 65 кг/м длиной 12,5 м и тяжелых шпунтов длиной до 22 м. Годовая производительность стана 2—2,5 млн. т.
Технологическая схема на участках производства рельсов и тяжелых фасонных профилей предусматривает поточную отделку проката, включающую горячую резку, охлаждение, правку, контроль качества, доотделку рельсов и профилей, термообработку рельсов. Пропускная способность участков отделки в потоке соответствует, как правило, максимальной часовой производительности стана. На некоторых станах пропускная способность участка доотделки рельсов не соответствует часовой производительности стана, в связи с чем предусмотрены межоперационные промежуточные склады.
Современные участки для производства крупного сорта широкого сортамента содержат крупносортные станы непрерывно-последовательного либо полунепрерывного типа. На станах первого типа черновые и промежуточные клети компонуются в непрерывные группы по четыре-шесть клетей в каждой, а клети для окончательного формирова-
ния профиля и чистовые устанавливаются последовательно с прокаткой на выпуск.
Станы второго типа — полунепрерывные — оборудуются одной дуо-реверсивной клетью (вместо нескольких черновых клетей дуо с последовательным расположением), а остальные клети стана компонуются в одну-три непрерывные группы по две-шесть клетей в каждой.
Из станов непрерывно-последовательного типа характерным является крупносортный стан 600 конструкции Ижорского машиностроительного завода, установленный на Коммунарском металлургическом заводе. Компоновка оборудования полунепрерывного крупносортно-балочного стана 700 представлена на рис. 6.19.
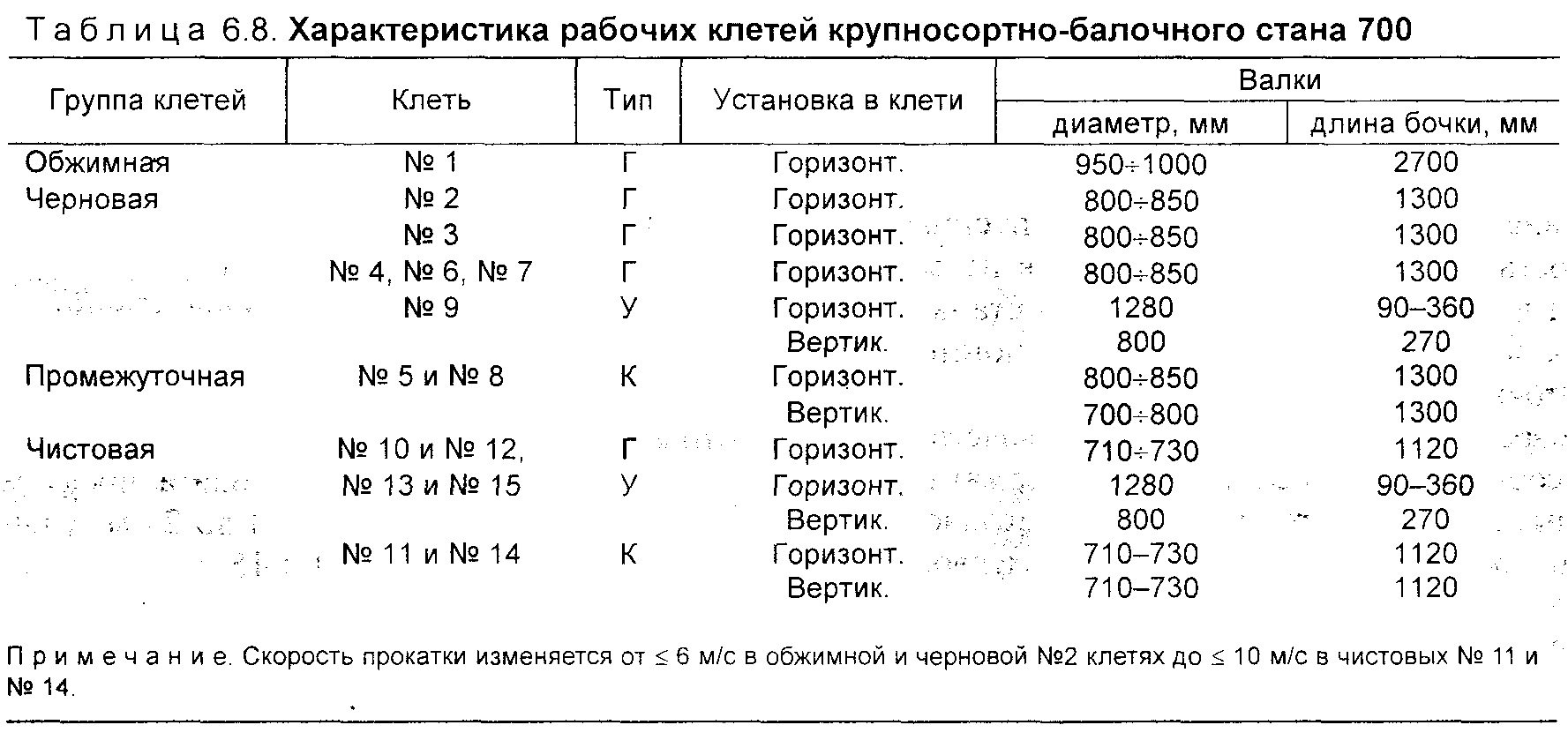
Стан 700 предназначен для прокатки нормальных и широкополочных двутавров с параллельными полками высотой 200—350 мм и шириной полок 100—160 мм, колонных двутавров (96x100)— (160x160) мм, балок двутавровых высотой 180— 360 мм и шириной полок 90—145 мм, швеллеров 180—300 мм, угловой стали равнополочной (100x100)—(200x200) мм и неравнобокой эквивалентного сечения, фасонных профилей отраслевого назначения (асимметричных двутавров, заготовок для зетовых шпунтовых свай, профилей шахтной крепи). Выпуск проката предусматривается в прутках длиной от 4 до 24 м, упакованных в пачки массой 5, 10 и 15 т.
Исходная заготовка для стана — блюмы сечением 300x300, 350x350 и 310x380 мм, длиной 4-6 м, массой до 5,2 т. Предусматривается возможность
314
Основы проектирования металлургических заводов
прокатки блюмов массой до 11 т. Параметры исходной заготовки приняты из условия максимально возможного заполнения холодильника по длине (для обеспечения его максимальной пропускной способности) с получением при этом минимальных отходов и немерных длин при холодной резке раскатов за холодильником. Масса заготовки соответствует одно-двукратной длине раската на холодильнике (в перспективе — до четырехкратной длины). Для нагрева заготовок предусмотрена установка двух печей с шагающими балками производительностью 120—210 т/ч каждая при нагреве заготовок длиной 4—6 м в два ряда.
Стан предусматривается в составе пятнадцати рабочих клетей, установленных последовательно в одну линию: одна обжимная дуо-реверсивная клеть 950, двухклетевая черновая группа нереверсивных клетей дуо 800, промежуточная и чистовая шестиклетевые непрерывные группы сменных универсальных (У) и двухвалковых горизонтальных (Г) или вертикальных (В) клетей. При прокатке двутавров и заготовок для шпунтовых свай клети в промежуточной и чистовой группах устанавливаются по схеме У-Г-У-У-Г-У. Горизонтальные клети в этом случае используются в качестве вспомогательных для контроля ширины полок. При прокатке швеллеров в промежуточной и чистовой группах вместо универсальных клетей устанавливаются шесть горизонтальных клетей.
При прокатке угловой стали и профилей для шахтной крепи клети промежуточной группы устанавливаются по схеме Г-В-Г-Г-В-Г, а чистовой группы — по схеме Г-В-Г-Г-Г-Г. Для обеспечения указанных схем прокатки пятая и восьмая клети в промежуточной группе и одиннадцатая и четырнадцатая клети в чистовой устанавливаются с комбинированным (горизонтальным и вертикальным) приводом валков (К), что позволяет заваливать в станину клети кассету с горизонтальными либо вертикальными валками. Характери-
стика рабочих клетей крупносортно-балочного стана 700 представлена в табл. 6.8.
Характерной особенностью технологической схемы крупносортно-балочного стана 700 является организация охлаждения и правки фасонных профилей средних размеров (до 360 мм) в длинных полосах и их порезки на мерные длины в холодном состоянии в несколько ниток с использованием ножниц вместо пил горячей резки. Такая технологическая схема обеспечивает сокращение отхода металла в обрезь, улучшение качества готовой продукции, повышение пропускной способности оборудования участка отделки и значительное улучшение санитарно-гигиенических условий труда в цехе. Все операции отделки проката включены в поток стана, выдача готовой продукции предусмотрена на два самостоятельных склада. Масса технологического оборудования стана — около 35 тыс. т. Мощность стана при производстве проектного сортамента, включающего 50 % двутавровых балок, 1,6 млн. т/год.
Современное производство простых и фасонных профилей общего назначения средних размеров (масса 1 м длины профиля < 35 кг/м) осуществляется на участках горячей прокатки в составе среднесортных станов полунепрерывного, а начиная с 70-х годов и непрерывного типов. В сортаменте современных среднесортных станов преобладают фасонные облегченные строительные профили, в том числе тонкостенная угловая сталь размером до 150 мм, тонкостенные швеллеры и двутавровые балки с параллельными полками высотой до 300 мм, а также круглая, квадратная и шестигранная сталь максимальным размером 75 мм, полосовая сталь шириной до 200 мм. В качестве исходной заготовки для среднесортных станов используется катаная или литая заготовка квадратного или прямоугольного сечения от 100x100 до 250x250 мм длиной 4—12 м и массой 2—6 т.
Основные технологические решения в проектах прокатных и трубных цехов
315
Современные среднесортные станы оборудуются горизонтальными и вертикальными двухвалковыми клетями, комбинированными двухвалковыми клетями, которые могут работать как горизонтальные или как вертикальные, универсальными или комбинированными универсальными клетями (последние применяются как универсальные или как горизонтальные дуо), устанавливаемыми в две группы — черновую и чистовую. Состав черновой группы определяется сортаментом стана, необходимой производительностью, возможностью использования заготовок разных сечений. При незначительной производительности и небольшом диапазоне сечений исходной заготовки устанавливается одна реверсивная черновая клеть, в которой осуществляют пять-семь проходов. Для увеличения производительности стана в черновой группе устанавливают одну реверсивную клеть, в которой производят три прохода, и одну—три последовательно расположенные клети нереверсивные дуо со свободным выпуском раската и его кантовкой перед каждой клетью. Наибольшая пропускная способность стана достигается при блокировке клетей в трехклете-вые черновые группы со свободным выпуском раската между группами, как это осуществлено на высокопроизводительном среднесортно-балоч-ном стане 450 Западно-Сибирского металлургического комбината. Дальнейшим развитием такой схемы среднесортного стана является компоновка черновых клетей в единую непрерывную черновую группу с чередующимися горизонтальными и вертикальными валками и регулируемым натяжением в межклетевых промежутках. В чистовых непрерывных группах среднесортных станов устанавливается от шести до двенадцати рабочих клетей, из которых четыре-десять — комбинированные универсальные клети, а две-четыре - комбинированные двухвалковые клети. При прокатке балок и швеллеров двухвалковые клети используются в качестве вспомогательных для контроля ширины полок.
При прокатке простых профилей и угловой стали комбинированные универсальные клети работают в качестве горизонтальных дуо, а комбинированные двухвалковые могут использоваться в качестве горизонтальных или вертикальных клетей. Для получения тонкостенных профилей с минимальными допусками в чистовых группах станов устанавливают клети жесткой конструкции и предусматривают прокатку либо с применением петлерегулирования (без натяжения), либо с минимально регулируемым натяжением.
Скорость прокатки на непрерывных среднесортных станах достигает 15 м/с. Для получения проката с высоким качеством поверхности перед первой клетью стана (а на некоторых зарубежных станах перед каждой черновой клетью) уста-
навливаются устройства для гидросбива окалины ъодай дидатолем 15—17 МПа. Для сокращения расхода электроэнергии и валков внедряются системы тетлчолстаческой смазки калибров в чистовых клетях.
Для нагрева металла перед прокаткой на современных среднесортных станах устанавливаются печи с шагающим подом с отоплением сводовыми плоскопламенными горелками, обеспечивающие ускоренный малоокислительный и равномерный нагрев заготовок производительностью 150— 200 т/ч.
Технологическая схема отделки проката на участках со среднесортными станами аналогична описанной для крупносортно-балочных станов. Годовая производительность непрерывных среднесортных станов достигает 1,5 млн. т.
Современные участки для массового производства мелкосортной стали — круглой и арматурной диаметром 10—40 мм, угловой и швеллеров размером 20-65 мм, полосовой шириной 12—70 мм — оборудованы непрерывными мелкосортными станами, обеспечивающими прокатку заготовок сечением от 80x80 до 130x130 мм с максимальной скоростью 20 м/с на холодильник при выпуске проката в прутках или на моталки при выпуске в бунтах. Наибольшее распространение получили двухниточные станы из 23 двухвалковых рабочих клетей, устанавливаемых в три или четыре группы — черновую, промежуточную (или без нее) и две чистовые. В черновой и промежуточной группах устанавливают семь и четыре соответственно клетей дуо с горизонтальными валками, в чистовых — по шесть или восемь чередующихся комбинированных (работающих с вертикальной или горизонтальной установкой валков) и горизонтальных клетей дуо.
Прокатка в черновой и промежуточной группах клетей ведется в две нитки, в чистовых группах — в одну. Комбинированные клети в чистовых группах работают в основном при вертикальной установке валков. Все клети чистовых групп можно менять местами и устанавливать любую последовательность вертикальных и горизонтальных клетей. Перевалка валков чистовых клетей производится сменными кассетами, черновых клетей - сменными клетями.
В связи с переходом метизной промышленности на производство крепежных изделий из калиброванной стали, смотанной в бунты вместо прутков (длиной до 12 м), в промышленно развитых странах устанавливаются специализированные мелкосортные станы для выпуска круглых профилей диаметром до 50 мм в бунтах массой до 2 т. В этот же период определилась тенденция к строительству однониточных непрерывных мелкосортных станов с чередующимися вертикальными и горизонтальными клетями, специализирующихся
316
Основы проектирования металлургических заводов
на производстве простых профилей из качественных сталей, без кантовки и скручивания раската между клетями, что позволяет получить прокат высокой точности и высокое качество поверхности металла. Первый однониточный мелкосортный стан 250, специализированный для выпуска подката для калибровки и холодной высадки в бунтах массой до 2,1 т, был введен в эксплуатацию на заводе "Криворожсталъ" в 1977 г.
Участки массового производства катанки диаметром от 5 до 13 мм для перетяжки на проволоку, а также для строительной арматуры, сварочных электродов, упаковки и проч. оборудованы непрерывными двух-четырехниточными проволочными станами, выпускающими катанку в бунтах массой до 2 т. Исходным металлом для современных проволочных станов является катаная или литая заготовка сечением от 100x100 до 130x130 мм и длиной 12—15 м. На станах устанавливаются двухвалковые горизонтальные и вертикальные клети в количестве, обеспечивающем 21—27 про-, ходов на каждую нитку, объединенные в черновую и промежуточные многониточные непрерывные группы и однониточные чистовые восьми-или десятиклетевые блоки. За каждым чистовым блоком устанавливается оборудование для двух-стадийного водяного и воздушного регулируемого охлаждения катанки, оборудование для формирования, подпрессовки, обвязки, маркировки и уборки бунтов.
Черновые группы современных проволочных станов состоят из семи-девяти горизонтальных клетей с валками диаметром 500—450 мм, промежуточные — из четырех горизонтальных клетей с валками диаметром 400—300 мм. На некоторых станах перед чистовыми блоками устанавливаются предчистовые однониточные группы из двух-четырех клетей с чередующимися горизонтальными и вертикальными валками диаметром 320—240 мм. Чистовые блоки из двухвалковых клетей имеют диаметры валков (дисков) от 215 до 150 мм, чистовые блоки из трехвалковых клетей — 300—270 мм. Скорость выхода катанки из чистового проволочного блока на современных станах достигает 100 м/с. Чистовые блоки обеспечивают высокую точность сечения катанки — до ±0,1 мм, практически по всей длине раската (за исключением переднего и заднего концов длиной около 10м).
Увеличение скорости прокатки и массы заготовок на проволочных станах с традиционными моталками для формирования бунтов сопровождалось ухудшением структуры металла, увеличением окалинообразования, обезуглероживания поверхности, разбросом механических свойств по длине из-за высокой температуры конца прокатки (до 1050 °С) и неравномерного охлаждения витков катанки по сечению бунта.
Для устранения указанных недостатков и повышения качества катанки в конце 60-х годов на вновь строящихся высокоскоростных проволочных станах за рубежом начали внедрять двухстадийное регулируемое охлаждение (Стелмор-процесс), технологическая схема которого предусматривает:
На первой стадии — водяное охлаждение катанки за последней чистовой клетью стана в про- водковых трубах с температуры конца прокатки 1000-1050 °С до 650-800 0С. Температура охлаждения катанки регулируется количеством охлаждающей воды в проводках в зависимости от марки стали и требований к качеству структуры металла.
На второй стадии — укладку катанки с помощью ниткоукладчика (аналогичного укладчику витков проволочной моталки) на горизонтальном или наклонном движущемся транспортере в виде растянутых витков с шагом 30—60 мм. При движении витков на транспортере металл охлаждается либо ускоренно подаваемым под транс портер вентиляционными установками холодным воздухом, либо замедленно (легированные стали) - с укрытием транспортера теплоизоляционными щитами (муфелями). Температура металла после вторичного охлаждения 300—150 °С.
В конце транспортера устанавливается витко-сборник — вертикальная шахта, в которой размещается коническая оправка на поворотном устройстве или на поддоне. После сбора всех витков одного раската оправка отводится из шахты (либо поворотом на 180°, либо транспортировкой поддона по рольгангу), и на ее место устанавливается вторая оправка для приема витков следующего раската. Собранный на оправке распушенный бунт осаживается (подпрессовывается) на специальном прессе, обвязывается с помощью вязальных машин, взвешивается, маркируется бирками и крюковым конвейером или роликовыми транспортерами выдается на склад готовой продукции. Оптимальные для транспортирования и дальнейшей обработки габариты бунтов катанки: внутренний диаметр 650 мм, наружный диаметр 1250 мм, высота 700-2500 мм.
Годовая производительность современного проволочного стана при прокатке углеродистой катанки диаметром 5,5 мм с расчетной скоростью 80 м/с составляет до 300 тыс. т на одну нитку стана.
Первый современный проволочный стан 150 с блочными чистовыми клетями и двухстадийным регулируемым охлаждением катанки введен в эксплуатацию на Белорецком металлургическом комбинате в 1980 г. Двухниточный стан предназначен для производства катанки диаметром 5—10 мм из конструкционных углеродистых и легированных, канатных, рессорно-пружинных, шарикоподшип-
Основные технологические решения в проектах прокатных и трубных цехов
317
 никовых,
инструментальных и других специальных
сталей.
Катанка выпускается в 0,7—2,2-т бунтах.
Исходный
металл для стана — катаная и литая
заготовка сечением 200x200
мм и 170x170
мм длиной 6-7
м. Стан имеет в своем составе (рис. 6.20)
нагревательную
печь с шагающим подом 7; однони-точную
обжимную непрерывную группу 2
в
составе
шести клетей дуо 630, в том числе вторую
и четвертую клети — с вертикальными
валками, остальные
- с горизонтальными; две термофрезерные
машины
3
дм зачистки
поверхности раската, установленные
между второй и третьей клетями обжимной
группы (вертикальная термофрезерная
машина)
и между третьей и четвертой клетью
(горизонтальная
термофрезерная машина); маятниковые
ножницы
4
для
обрезки переднего конца и аварий-
никовых,
инструментальных и других специальных
сталей.
Катанка выпускается в 0,7—2,2-т бунтах.
Исходный
металл для стана — катаная и литая
заготовка сечением 200x200
мм и 170x170
мм длиной 6-7
м. Стан имеет в своем составе (рис. 6.20)
нагревательную
печь с шагающим подом 7; однони-точную
обжимную непрерывную группу 2
в
составе
шести клетей дуо 630, в том числе вторую
и четвертую клети — с вертикальными
валками, остальные
- с горизонтальными; две термофрезерные
машины
3
дм зачистки
поверхности раската, установленные
между второй и третьей клетями обжимной
группы (вертикальная термофрезерная
машина)
и между третьей и четвертой клетью
(горизонтальная
термофрезерная машина); маятниковые
ножницы
4
для
обрезки переднего конца и аварий-
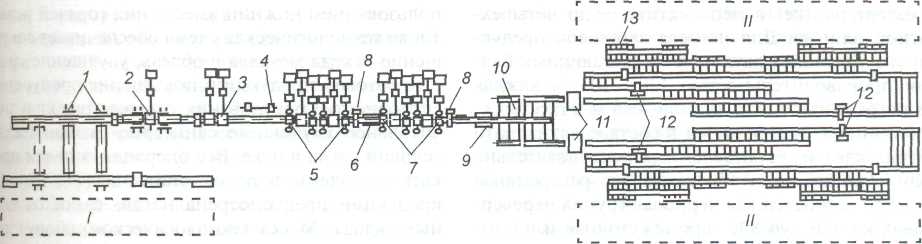
ной резки раската; двухниточную роликовую подогревательную печь 5 для выравнивания температуры подката сечением 100x100 мм длиной до 28 м, выходящего из обжимной группы; двухниточную черновую группу 6 из пяти горизонтальных клетей 450; двухниточную первую промежуточную группу 7 из шести горизонтальных клетей 380; двухниточную вторую промежуточную группу 8 из шести горизонтальных клетей 320; два десятиклетевых чистовых блока 9, две установки водяного регулируемого охлаждения катанки 10; два виткообразовате-ля 17; два транспортера для витков 12 с регулируемым воздушным охлаждением; два виткосборника 13 для формирования бунтов на поддонах с оправкой; два пресса 14 для осадки бунтов на поддонах с четырьмя бунтовязальными машинами каждый;
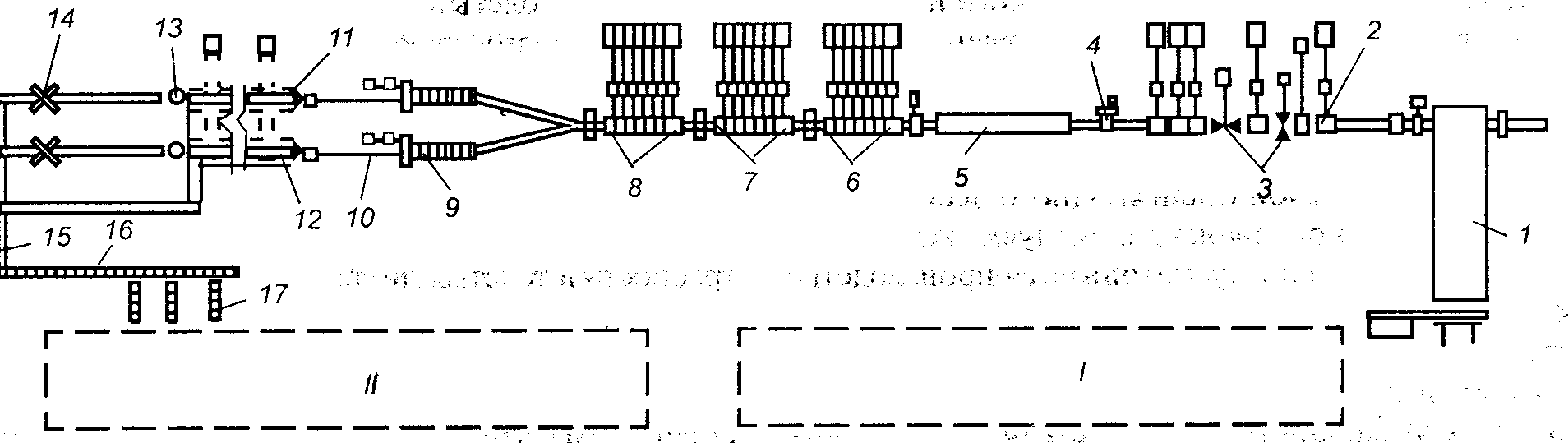
Рис. 6.20. Схема компоновки оборудования двухниточного проволочного стана 150 Белорецкого металлургического комбината: I - склад заготовок; II - склад бунтов
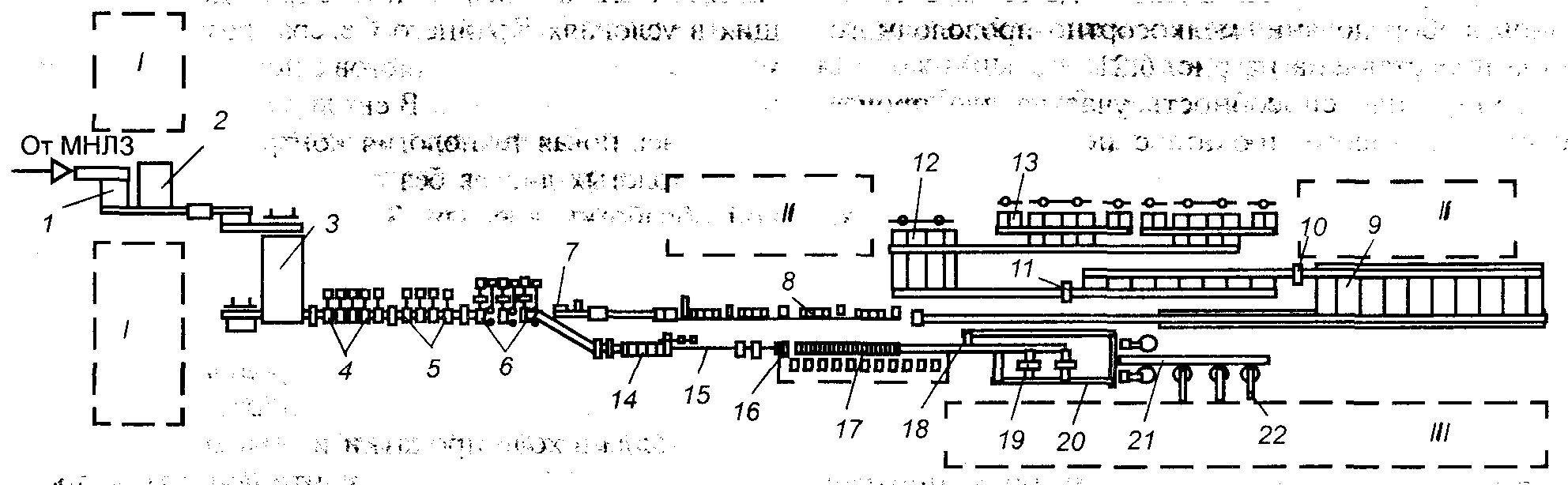
Рис. 6.21. Схема компоновки оборудования комбинированного мелкосортно-проволочного стана: I-склад заготовок; // - склад прутков; /// - склад бунтов; 1 - оборудование для горячего посада заготовок; 2 -загрузочная решетка для холодных заготовок; 3 - нагревательная печь с шагающим подом; 4 - черновая группа горизонтальных клетей дуо 500 и 400; 5 - то же, промежуточная дуо 360; 6 - чистовая группа горизонтальных и вертикальных клетей дуо 320; 7 - кривошипно-эксцентриковые ножницы; 8 - установка регулируемого водяного охлаждения арматурной стали; 9- реечный холодильник; 10- роликоправильная машина; 11 - ножницы холодной резки; 12 - уборочные устройства холодной резки; .13 - штабелировщики фасонных профилей; 14 - чистовой проволочный блок; 15-установка регулируемого водяного охлаждения катанки; 16-виткообразователь; 17 - конвейер с регулируемым воздушным охлаждением; 18 - виткосборник; 19 - пресс для осадки бунтов с вязальными машинами; 20 - конвейер для поддонов; 21 - цепной конвейер для бунтов; 22 - конвейер-накопитель бунтов
318
Основы проектирования металлургических заводов
транспортеры 15 для поддонов с бунтами и возврата разгруженных поддонов под виткосборники; цепной транспортер 16 и три пластинчатых транспортера-накопителя 77для бунтов. Максимальная скорость прокатки 5-мм катанки 50 м/с.
Намечается реконструкция ряда действующих четырехниточных непрерывных проволочных станов 250 с установкой чистовых проволочных блоков и линий двухстадийного регулируемого охлаждения катанки с доведением скорости прокатки до 70—85 м/с (вместо 30—40 м/с на действующем оборудовании). Новое оборудование предусматривается устанавливать в существующих частично расширяемых зданиях станов взамен существующего оборудования предчистовых и чистовых групп клетей, моталок, транспортеров, крюковых конвейеров и уборочных устройств для бунтов. Реконструкция первого такого проволочного стана 250 на ЧерМК осуществлена в 1982 г.
Комбинированный мелкосортно-проволочный стан однониточный, непрерывного типа сооружается в составе 20 двухвалковых клетей для прокатки мелкосортной стали и одного десятиклете-вого проволочного блока для выпуска катанки. В сортаменте стана предусматривается производство круглой и арматурной стали диаметром 10—40 мм, угловой стали размером 20—50 мм, швеллеров 50 и 65 мм и катанки диаметром от 5,5 до 12 мм из рядовых углеродистых марок стали. Мелкосортная сталь будет выпускаться в прутках длиной до 24 м, катанка — в бунтах массой до 1,4 т. Максимальная скорость прокатки сорта на холодильник — 20 м/с, прокатки катанки на транспортер для регулируемого охлаждения — до 100 м/с. Компоновка оборудования мелкосортно-проволочного стана представлена на рис. 6.21.
Пропускная способность участка для производства сортового проката с непрерывным станом определяется по формуле (6.10). Коэффициент использования для универсальных балочных, рельсобалочных, крупносортно-балочных и крупносортных станов К — 0,85; для среднесортных, мелкосортных и проволочных непрерывных станов К= 0,9.