

Билет 1
1. Использование отпуска для снятия остаточных напряжений
2. Роликовые стенды
3. Расчет высоты пролета цеха
1. Различают отпуск высокий, средний и низкий. Для низкоуглеродистых и низколегированных сталей этому соответствуют три диапазона температур: 550-680, 350-500 и 250-300 °С.
Кривая изменения температуры в процессе отпуска изображена на рис.1
В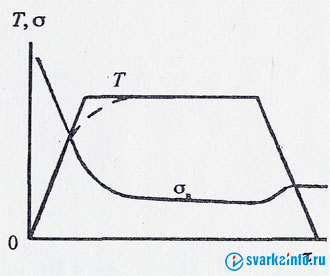 начальный момент идёт быстрое повышение
температуры, затем следует стадия
выдержки и последний этап - охлаждение.
Пунктирной линией на температурной
кривой изображена стадия выравнивания
температуры по толщине металла. На
температурный график наложена кривая
снижения остаточных напряжений. Как
видно на рисунке, на стадии нагрева
остаточные напряжения в конструкции
снижаются очень быстро, на стадии
выдержки при постоянной температуре
это снижение резко замедляется и,
наконец, на стадии охлаждения происходит
некоторое возрастание остаточных
напряжений.
начальный момент идёт быстрое повышение
температуры, затем следует стадия
выдержки и последний этап - охлаждение.
Пунктирной линией на температурной
кривой изображена стадия выравнивания
температуры по толщине металла. На
температурный график наложена кривая
снижения остаточных напряжений. Как
видно на рисунке, на стадии нагрева
остаточные напряжения в конструкции
снижаются очень быстро, на стадии
выдержки при постоянной температуре
это снижение резко замедляется и,
наконец, на стадии охлаждения происходит
некоторое возрастание остаточных
напряжений.
2. Сварочные роликовые стенды предназначаются для вращения свариваемых изделий типа тел вращения, как правило, цилиндрических. Роликовые стенды собираются из роликовых опор и приводов. Роликовые опоры могут объединяться в секции.
Роликовые опоры бывают стационарными, перекидными, сдвоенными балансирными.
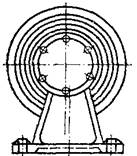
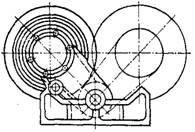
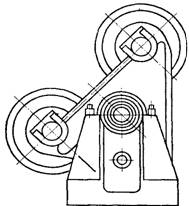
Стационарная (а), перекидная (б) роликовые и (в) роликовая опора балансирная
Стационарные опоры имеют неподвижную ось ролика. Перекидная опора имеет шарнир для поворота обоймы с роликом в различные положения. Вариантом перекидной опоры может быть переустанавливаемая опора, имеющая несколько фиксированных положений. В конструкцию балансирных опор входят сдвоенные ролики, которые самоустанавливаются в зависимости от диаметра свариваемого изделия.
Крутящий момент передается от ролика свариваемому изделию за счет трения, поэтому для лучшего сцепления с изделием контактная поверхность роликов покрывается резиной. При нагрузках, превышающих допустимую нагрузку на резину, применяются комбинированные ролики, в которых чередуются участки, покрытые резиной, с участками открытого металла. При этом радиус участка, покрытого резиной, превышает радиус металлического участка на величину, несколько меньшую величины допустимой деформации резины. При работе резина сжимается до уровня металлических участков, и избыточная нагрузка воспринимается металлом. В случае больших нагрузок применяются также сблокированные - удлиненные ролики.
Основными параметрами роликовых опор и секций являются допустимая радиальная нагрузка на ролик, диаметр ролика и диапазон диаметров свариваемых изделий.
3. Высота пролета – расстояние от поверхности нижнего пола до низа несущих конструкций. Высота пролета зависит от следующих факторов:
размеры изготовляемых изделий;
габариты оборудования;
размеры и конструкция мостовых кранов;
санитарно-гигиенические требования.
Общая
высота здания Н от уровня пола до нижней
части несущей конструкции покрытия
складывается от расстояния
 от уровня пола до заготовки подкранового
рельса и расстояния h от головки рельса
до нижней части перекрытия (зависит от
конструкции крана):
от уровня пола до заготовки подкранового
рельса и расстояния h от головки рельса
до нижней части перекрытия (зависит от
конструкции крана):
Н = + h, = b + c + d + e + f,
где b – высота наиболее высокой машины в пролете (если оборудование низкое, то этот размер принимают >= 2,3 м, то есть выше человеческого роста);
с – зазор между транспортируемым изделием, поднятым в крайнее верхнее положение, и верхним габаритом наиболее высокой машины (обычно >= 0,4 – 0,5 м);
d – высота наибольшего изделия в положении транспортирования ;
e – расстояние от верхней кромки наибольшего транспортируемого изделия до центра крюка крана, необходимое для захвата изделия (обычно >=1м),
f – расстояние от предельного верхнего положения крюка до уровня головки рельса.
Величина h складывается из габаритной высоты крана (А) установленной в зависимости от грузоподъемности, и расстояния m между верхней точкой крана и нижней точкой конструкции (m >= 100мм).
Минимальная высота здания цеха 3 м. Высота пролетов одноэтажного производственного здания принимается различной в зависимости от наличия в них мостовых кранов или отсутствия (бескрановый пролет).