

Термическая обработка инструментальных сталей
Быстрорежущие стали поступают от производителей в состоянии ковки от температур 1150-12000С и последующего изотермического отжига (с выдержкой 6-8 ч). При этом нагрев производится до 830-8600С, выдержка при 730-7600С. Получаемая твердость ~293 НВ.
После изготовления инструмента его подвергают термической обработке по одному из двух вариантов (рис.27).
Термическая обработка инструмента из быстрорежущей стали имеет ряд особенностей.
Нагрев под закалку производят с двумя подогревами в печах до 600 и 8000С, так как в связи с высокой степенью легированности сталь имеет низкую теплопроводность и при быстром нагреве могут образоваться трещины.
Окончательный нагрев до 1240-12800С проводят быстро в печах-ваннах с расплавом соли ВаСl2 , которая раскисляется бурой или ферросилицием для предотвращения обезуглероживания. Очень высокая температура нагрева требуется для того, чтобы растворить карбиды вольфрама и ванадия в аустените.
Охлаждение обычно проводят в масле или расплаве КNО3 или NaNО3 нагретых до 500-5500С (ступенчатая закалка), дальнейшее охлаждение на воздухе.
После закалки структура стали состоит из мартенсита и значительного количества остаточного аустенита (до 30%). С целью уменьшения его количества инструмент подвергают обработке холодом с последующим отпуском при 5600С или трехкратному отпуску при 5600С - 1ч. В процессе такой обработки основная часть остаточного аустенита превращается в мартенсит, что является особенностью быстрорежущих сталей, и выделяются твердые карбиды вольфрама и ванадия. Твердость и режущие свойства повышаются.
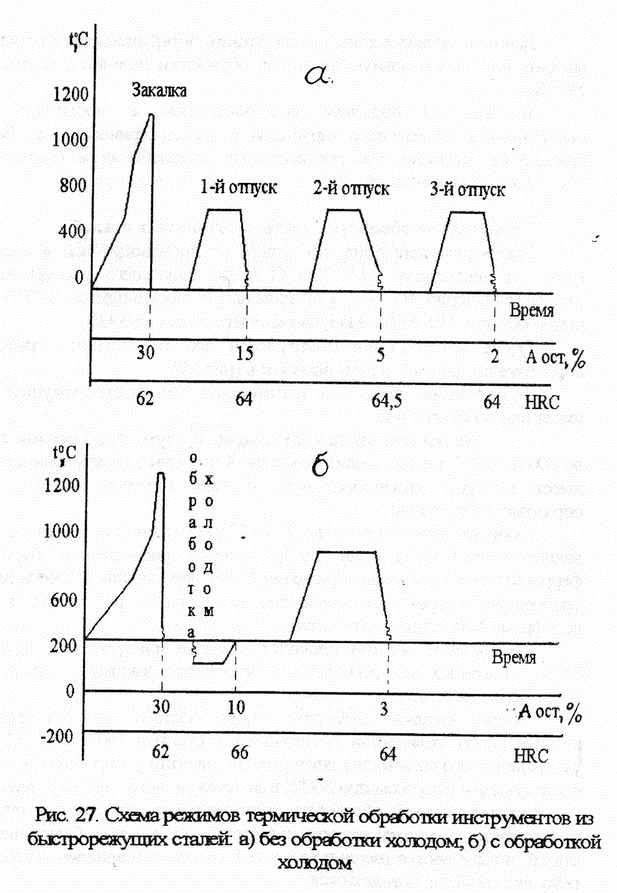
Таблица 8.
Назначение инструментальных сталей и область их применения.
Наименование инструмента |
Обрабатываемый материал |
|||
Сталь НВ < 230 |
Чугун НВ < 220 |
Сталь НВ > 230 |
Чугун НВ > 220 |
|
Резцы токарные и строгальные |
Р9 |
Р9 |
Р9Ф2К5 |
Р9М5 |
Резцы фасонные |
Р9 |
Р9 |
Р14Ф4 |
Р6М5 |
Сверла |
Р9; 9ХС; У10А; У12А |
Р9; 9ХС; У10А; У12А |
Р10Ф5К5 |
Р10Ф2К10 |
Зенкеры |
Р9; 9ХС |
Р9; 9ХС |
Р9 |
Р9 |
Развертки |
Р9; 9ХС |
Р9; 9ХС |
Р6М5 |
Р9 |
Протяжки |
Р18; Р9; ХВГ |
Р18; Р9; ХВГ |
Р6М5 |
Р18; Р9 |
Фрезы |
Р9; 9ХС |
Р9; 9ХС |
Р18Ф2 |
Р9Ф2К5 |
Фрезы модульные |
Р18; Р9 |
Р18; Р9 |
Р18Ф2 |
Р18; Р9 |
Долбяки, зубострогальные резцы |
Р9; 9ХС; У12А |
Р9; 9ХС; У12А |
Р18; Р9 |
Р18; Р9 |
Плашки круглые |
У10А |
У10А |
Р9 |
Р9 |
Таблица 9
Химический состав, температуры закалки, твердость и область применения зарубежных инструментальных сталей.
Марка стали |
Химический состав, % |
Ориентировочные данные |
Область применения |
||||||
С |
Со |
Сr |
Mo |
V |
W |
Температура закалки, 0С |
Твердость, HRC |
||
S 6-5-2 |
0,9 |
- |
4,2 |
5,0 |
1,9 |
6,4 |
1190-1230 |
64 |
Сверла |
S 6-5-2-5 |
0,92 |
4,8 |
4,2 |
5,0 |
3,0 |
6,4 |
1200-1240 |
65 |
Фрезы, метчики, зенкеры, развертки |
S 10-4-3-10
S 12-1-4-5 |
1,28
1,38 |
10
4,8 |
4,2
4,2 |
3,6
0,9 |
3,3
3,8 |
9,5
12,0 |
1210-1250 1210-1250 |
66
64 |
Резцы, фрезы, сверла |
Х155СrVMo12,1 |
1,55 |
- |
11,5 |
0,7 |
1,0 |
- |
1120-1150 |
60-63 |
Столярный инструмент для высоких нагрузок |
100Cr6 |
1,03 |
- |
1,5 |
- |
- |
- |
820-850 |
60-63 |
Столярный инструмент |
75Cr1 |
0,75 |
- |
0,4 |
- |
- |
- |
810-840 |
42-48 |
Столярные пилы |
С125W |
1,28 |
- |
- |
- |
- |
- |
760-790 |
63-66 |
Напильники |
Для повышения коррозионной стойкости и некоторого улучшения режущих свойств инструмента иногда проводят обработку паром при 5500С. При этом на поверхности образуется тонкая (2-3,5 мкм) пленка окиси железа, которая предотвращает прилипание стружки.
Температурные режимы отжига и закалки и твердость наиболее распространенных легированных инструментальных сталей приведены в табл. 10, 11.
Таблица 10
Температурные режимы отжига и твердость легированных инструментальных сталей в состоянии поставки
Марка стали |
Температура нагрева, 0С |
Режим охлаждения |
Твердость, НВ (не более) |
7ХФ 8ХФ 9ХФ |
770-800 |
Изотермическая выдержка при 670-7200С |
229 |
ХВ5 |
800-820 |
то же |
285 |
ХВСГ |
770-790 |
то же |
241 |
8Х4В4Ф1 (Р4) |
840-860 |
Не более 300С/ч до 550-6000С, затем на воздухе или с печью |
225 |
Таблица 11
Режимы термической обработки инструмента из легированных сталей
Марка стали |
Закалка |
Отпуск |
|||
Температура, 0С |
Охлаждающая среда |
Твердость, НRС |
Температура,0С |
Твердость, НRС |
|
9Х5ВФ |
950-1000 подогрев до 750-800 |
Масло, воздух, соли с температурой 200-4500С |
60 |
230-300 |
56-59 |
8Х4В4Ф1 (Р4) |
750-850 |
Масло |
61 |
530-560 |
58-59 |
ХВСГ |
840-860 |
Масло |
62 |
160-180 |
59-61 |
ХВ5 |
800-820 |
Вода |
65 |
100-120 |
64-66 |
7ХФ 8ХФ 9ХФ |
820-840 |
Масло |
60 |
140-160 |
58-60 |
Режимы термической обработки инструмента из быстрорежущих сталей приведены в табл.12.
Таблица 12
Режимы термической обработки инструмента из быстрорежущей стали
Марка стали |
Закалка |
Отпуск |
||||
Температура, 0С |
Твердость, НRC |
Количество аустенита, % |
Температура, 0С |
Число отпусков |
Твердость, НRC |
|
Р18 |
1280-1290 |
62-63 |
30 |
560 |
2-3 |
62-64 |
Р9 |
1230-1240 |
62-63 |
30 |
560 |
2-3 |
62-64 |
Р14Ф4 |
1250-1260 |
62-64 |
40 |
580 |
3-4 |
64-66 |
Р9К5 |
1230-1240 |
63-64 |
35 |
580 |
3-4 |
64-66 |
Р9К10 |
1230-1240 |
63-64 |
40 |
580 |
3-4 |
64-66 |
Р10К5Ф5 |
1240-1250 |
64-65 |
30 |
580 |
3-4 |
64-66 |
22.