

Преимущества лазерной сварки
Важнейшим преимуществом лазерной сварки твердотельными лазерами является возможность очень точной дозировки энергии, поэтому удается обеспечить получение качественных соединений при изготовлении очень мелких деталей.
Для мощных газовых лазеров преимуществом является получение большой глубины проплавления при малой ширине шва. Это позволяет уменьшить зону термического влияния, сократить сварочные деформации и напряжения.
Кроме того, лазерная сварка обладает рядом преимуществ, не присущих другим способам сварки. Лазер может быть расположен на достаточно большом удалении от места сварки, что в ряде случаев дает существенный экономический эффект. Например, известна установка для лазерной сварки при ремонте трубопроводов, проложенных по дну водоема. Внутри трубы перемещается тележка с вращающимся зеркалом. Лазер же находится у конца секции трубопровода и посылает луч внутри трубы. Это позволяет осуществлять лазерную сварку, не снимая с трубопровода балласт и не поднимая его на поверхность.
Легкость управления лазерным лучом с помощью зеркал и волоконной оптики позволяет осуществлять сварку в труднодоступных, иногда не находящихся в пределах прямой видимости местах. Возможна также лазерная сварка нескольких деталей от одного лазера расщепленным с помощью призм лучом.
Недостатки технологии
Недостатками лазерной сварки являются высокая сложность и стоимость оборудования, низкий КПД лазеров. По мере развития лазерной техники эти недостатки устраняются.
№32
Контактная сварка — процесс образования неразъёмного сварного соединения путём нагрева металла проходящим через него электрическим током и пластической деформации зоны соединения под действием сжимающего усилия.
Контактная сварка преимущественно используется в промышленном массовом или серийном производстве однотипных изделий[1]. Применяется на предприятиях машиностроения, в авиационной промышленности.
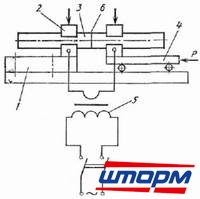
Свариваемые заготовки 3, закрепленные в зажимах (электродах) 2 стыковой машины, сжимаются осевой силой Р. Электроды подключены к сварочному трансформатору 5, при включении которого через заготовки протекает сварочный ток. Он нагревает заготовки, причем наибольшее количество теплоты выделяется в месте контакта 6 (отсюда название способа) между заготовками, так как сопротивление контакта является наибольшим во вторичной цепи и вот почему: действительное сечение контакта значительно меньше сечения заготовок за счет касания заготовок только по выступам поверхностей; на поверхности металла имеются пленки оксидов и загрязнений с малой электропроводимостью.
Нагрев металла приводит к повышению его пластичности . В результате под действием осевой силы происходит пластическая деформация. Микронеровности поверхности сминаются, пленки разрушаются, поверхностные атомы сближаются до расстояний, соизмеримых с параметром кристаллической решетки, что обеспечивает возможность образования межатомных связей.
№34
Горячая сварка чугуна. При горячей сварке обязателен предварительный подогрев свариваемых деталей. Детали при нагреве должны находиться в жестком закрепленном каркасе, что позволит устранить возникающие при нагреве напряжения, которые впоследствии, при сварке, могут привести к образованию трещин. Если нагрев носит местный характер, то жесткий каркас можно не применять. Крупные детали нагреваются до температуры 500—700сС, а мелкие (небольшие) до 300—400°С. Каким способом нагреть деталь, сварщик решает в зависимости от имеющихся условий. Конечно, лучше всего осуществить нагрев установками индукционного нагрева с применением токов промышленной частоты. Если есть возможность подогреть в горнах, тоже прекрасно. Но чаще всего нагрев осуществляется пламенными горелками, паяльными лампами и, конечно же, горелками индукционного типа ЛГК-15 и ЛГК-25.
Горячая сварка осуществляется по тем же правилам, как и холодная сварка. Действительны и все таблицы, приведенные для холодной сварки.
При горячей сварке чугуна обязательно применение флюсов, действие которых трояко. Попадая в сварочную ванну, они предотвращают окисление кромок твердого металла, извлекают оксиды и неметаллические включения из расплавленного металла, а также способствуют образованию пленки, защищающей его от воздействия газов пламени и воздуха. Положительное влияние флюсов сказывается также в улучшении смачивания поверхности твердого металла жидким присадочным металлом.
Кроме того, при сварке чугуна можно применять газообразный флюс БМ-1, который представляет собой смесь метилбората (70—75%) с метанолом (25—30%). Эта смесь в виде жидкости заливается в специальный флю-сосмеситель типа КГФ-3, через который пропускается горячий газ для сварки. Поскольку флюс легко испаряется, пары его извлекаются горючим газом и подаются с ним по рукаву в горелку, где они сгорают в пламени. Процесс с использованием газообразного флюса называется газофлюсовой сваркой. Флюс БМ-1 обеспечивает получение густого, вязкого шлакового покрова на поверхности сварочной ванны.
Холодная сварка чугуна. Холодная сварка не потребует предварительного нагрева деталей. Применима она в тех случаях, когда детали имеют возможность свободно расширяться без возникновения внутренних напряжений при нагревании (и охлаждении). Подготовку кромок можно выполнить как механическим, так и термическим способом (расплавить кромки вдоль шва). При термическом способе жидкий чугун должен быстро удаляться присадочным прутком и тут же на кромки наносится флюс. Пламя, расплавляя кромки, удаляет жиры, которые могут глубоко проникнуть в пористый чугун. Сама газовая сварка осуществляется ацетиленкислородным пламенем. Горелки, которые используются при этом — универсальные Г2 и ГЗ (или их прототипы). Если применяются газы-заменители ацетилена, то используются уже специальные горелки ГЗУ. Можно использовать и горелки Г2 и ГЗ, но они должны быть обязательно укомплектованы наконечниками, которые на один номер больше, чем те, которые использовались при ацетиленкислородной сварке.
№35 Сварка меди и ее сплавов
Особенностью сварки Сu и ее сплавов является склонность швов к образованию горячих трещин. Кислород, сурьма, висмут, сера и свинец образуют с медью легкоплавкие эвтектики, которые скапливаются по границам кристаллитов. Это требует ограничения содержания примесей в меди: O2— до 0,03, Bi — до 0,003, Sb —до 0,005, Рb —до 0,03% (по массе). Для ответственных конструкций содержание этих примесей должно быть еще ниже: 02≤0,01, Bi≤0,0005, Pb≤0,004 %. Для особо ответственных изделий содержание O2 должно быть значительно ниже — менее 0,003 % (по массе). Содержание S не должно превышать 0,1 % (по массе).