

Исследование постоянства положения визирной оси при фокусировании
Определение погрешности превышений, вызываемое работой фокусирующего устройства производят следующим способом.
На ровной местности по окружности радиусом 40-50 м забивают ряд 6-8 костылей (рис.8.9). Эти точки нивелируют дважды. Первый раз - из центра окружности (точка А) при строго равных длинах плеч и определяют превышения точек на окружности 1,2,3...7 относительно точки 1. Зрительная труба не перефокусируется, так как расстояния А-1, А-2,...А-7 одинаковы.
Затем устанавливают нивелир в точке В, отстоящей от центра окружности на 45 м в направлении к одному из забитых костылей, т.е. при неравных длинах плеч и определяют превышения h11,h21,h3l...h71. Определяют погрешность при работе фокусирующего устройства по разности отметок одних и тех же точек 1,2,3,...6 относительно точки А.
Если визирная ось при фокусировании не изменяет свое положение, то превышение между одними и теми же точками должны быть равны, в какой бы точке ни стоял нивелир, т.е.
hi = hi1 ± t, (8.6)
где t - точность нивелира.
Погрешность превышений, вызываемая работой фокусирующего устройства, не должна быть более 1,5 мм при визировании из точек А и В.
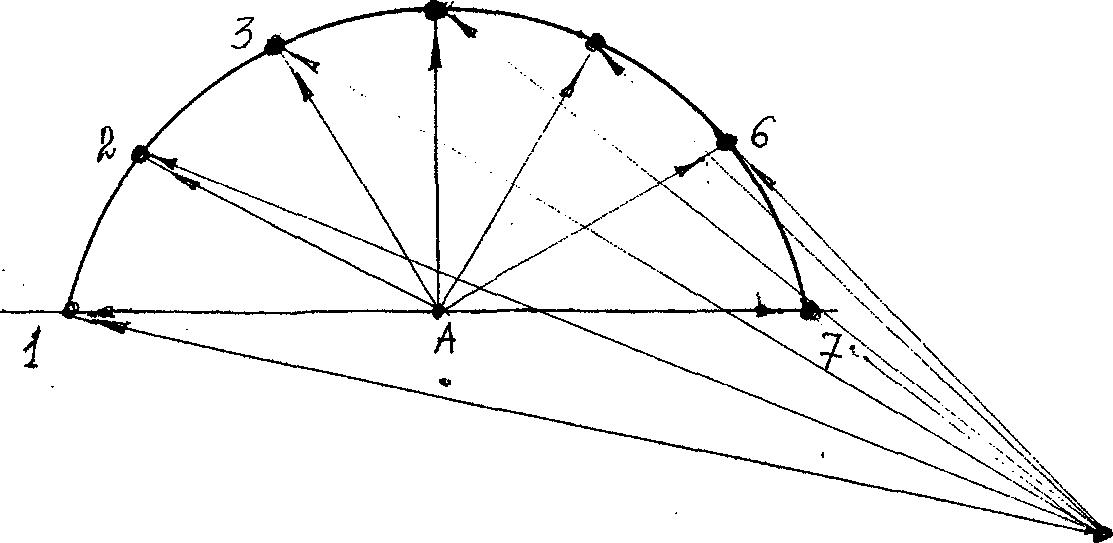
Рис.8.9. Схема исследования постоянства оси зрительной трубы
Поверка реек. Рейки нивелирные РН-3 соответствуют ГОСТ-10528-90 и применяются для точного нивелирования в геодезической сети и при проведении исследовательских работ на геодезических и техногенных полигонах, в инженерно-геодезических изысканиях, при выполнении топографических работ, съемок и других работах. ГОСТ-10528 - 90 устанавливает также методику их первичной и периодической поверки. Межповерочный интервал два года.
Нормативные документы, регламентирующие работы по нивелированию:
ГОСТ 10528-90. «Нивелиры. Общие технические условия»;
ГОСТ 12069-78. «Меры длины штриховые, брусковые. Технические условия»;
ПР50.2.006-94. ГСИ Порядок проведения поверки средств измерений.
При проведении поверки должны быть выполнены операции, указанные в табл.8.1.
Таблица 8.1
Операции поверок реек
Наименование операции
|
Номер пункта методики поверки
|
Проведение операции |
|
Первичная поверка |
Периодическая поверка |
||
1 .Внешний осмотр |
8.1 |
Да |
Да |
2.Проверка диапазона |
|
|
|
измерений |
8.2 |
Да |
Нет |
3.Проверка отклонения от |
|
|
|
номинального значения |
|
|
|
дециметрового и метрового |
|
|
|
интервалов |
8.3 |
Да |
Да |
4. Проверка разности между |
|
|
|
средней длиной метра двух |
|
|
|
реек комплекта |
8.4 |
Да |
Нет |
5.Проверка стрелы прогиба на |
|
|
|
всю длину рейки |
8.5 |
Да |
Да |
6.Проверка совмещения |
|
|
|
начала шкалы рейки с |
|
|
|
подпятником |
8.6 |
Да |
Да |
7.Проверка |
|
|
|
перпендикулярности |
|
|
|
плоскости пятки рейки |
8.7 |
Да |
Нет |
|
|
|
|
В случае выхода проверяемых характеристик за пределы допустимых значений рейка к применению не допускается. При проведении поверки используются эталонные средства измерения: штриховая мера длины 4-го типа 5-го класса точности ГОСТ 12069-78 для пунктов 2; 6; нить - 8.4; щуп - 8.1; угольник - 8.7.
Эталонные средства должны иметь свидетельства о их поверке, сертификаты или другие документы, подтверждающие их технические и метрологические характеристики. Для поверки допускаются и другие средства, если они обеспечивают необходимую точность измерений. Поверка проводится при температуре воздуха 20±5°С, относительной влажности воздуха 80±20%. Перед началом поверки рейка и эталоны должны быть выдержаны в помещении не менее 4-х часов.
Внешний осмотр. При внешнем осмотре необходимо убедиться, что:
1) все надписи и гравировки четкие и соответствуют требованиям КД;
2) нет вмятин, трещин, сколов и других повреждений, а также следов коррозии;
3) на рейке нанесены:
- обозначения;
- размерность;
- фирма – изготовитель;
- номер ТУ.
В комплекте изделия должны быть в наличии паспорт, методика поверки.
Проверка делений. Диапазон измерений проверяется с помощью штриховой меры длины 4-го типа класса точности 5 последовательным наложением его на каждый метровый участок полностью развернутой рейки.
Отклонения от номинального значения наименьшего деления дециметрового и метрового интервалов проверяют непосредственным сличением со штриховой мерой. Штриховую меру кладут на рейку скошенным краем параллельно продольной оси шкалы рейки. Проверяют окрашенное и неокрашенное деления и дециметровые интервалы выборочно в начале, середине и конце шкалы развернутой рейки на обеих сторонах рейки. Для проверки метровых интервалов выбираются интервалы: 00-10; 10-20; 20-30; 48-58,5; 67,77-77.
Измерения производят в прямом и обратном направлении, повернув рейку на 180°. Разность измерений длины одного метра в прямом и обратном направлении не должна превышать 0,1мм. Допустимое отклонение наименьшего деления ±0,2мм, дециметрового интервала ±0,3мм, метрового ±0,5мм.
Проверка стрелы прогиба. Стрелу прогиба определяют в двух взаимно перпендикулярных плоскостях с помощью линейки измерительной металлической и струны нити. Рейку укладывают горизонтально на боковое ребро вогнутой стороной вдоль струны. При помощи линейки измеряют расстояния L1 L2, L3 от струны до шкаловой поверхности около делений 1,15 и 29 или 48,63 и 77 по три раза в каждой точке (рис. 8.10).

Рис.8.10. Проверка стрелы прогиба
Аналогично проверяют прогиб поперек рейки. Стрела прогиба на всю длину рейки не должна превышать 6мм.
Проверка совмещения начала шкалы рейки с подпятником. Совмещение начала шкалы рейки с плоскостью пятки проверяют с помощью штриховой меры. Измерения производят от поверхности пятки до ближайших 3-4 штрихов основной шкалы при двух положениях штриховой меры, сдвигая ее на несколько делений.
Погрешность совмещения вычисляется как среднее значение отклонений от номинальных значений измеренных длин от поверхности подпятника до штриха шкалы рейки. Начало шкалы рейки должно быть совмещено с пяткой рейки с допустимой погрешностью ± 0,5мм.
Перпендикулярность плоскости пятки рейки ее продольной оси определяют при помощи щупа и угольника с основанием, равным плоскости подпятника (рис.8.11); величину неперпендикулярности определяют на ее высоте, равной ширине основания. Отклонение от перпендикулярности пятки рейки к оси шкалы рейки не должно превышать 0,3мм.
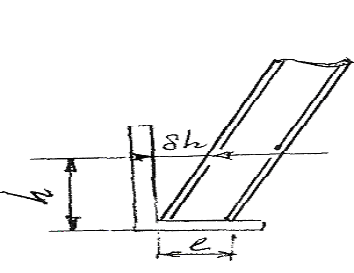
Рис. 8.11. Проверка перпендикулярности оси рейки и плоскости пятки
Результаты поверки оформляются протоколом произвольной формы, свидетельством в соответствии с ПР 50.2.006-94 или отметкой в эксплуатационной документации.