

55. Алгоритм выбора рац. Системы станочных прис-ий.
В настоящее время разработана методика выбора рациональных систем станочных приспособлений на основе оценки эффективности их применения в зависимости от загрузки, т.е. от коэффициента загрузки kз, и периода производства изделий Tп.
Следующим важным ограничением применения конкретной системы (УСП, СНП, УНП, СРП) является продолжительность выпуска оснащаемых деталей Tв. в сравнении с минимальным устанавливаемым сроком выпуска Тmin, для которого целесообразно создание специализированного оснащения. Кроме того, ограничением является стоимость оснащения Cs приспособлениями той или иной системы, рассчитываемая на основе данных справочного массива.
Выбор типа ССП осуществляется на основе планово-организационных, технологических и конструктивных данных об обрабатываемой детали. Эти данные сравниваются с имеющимися в массивах информации сведениями о возможностях и конструктивных особенностях различных ССП. После анализа всех условий выбираются системы станочных приспособлений, которые по своим параметрам могут обеспечить при обработке деталей выполнение заданных требований. В случае получения более одного возможного варианта проектировщик принимает решение о выборе конкретной ССП на основе производственного опыта. При наличии уточняющих сведений применительно к рассматриваемому производственному предприятию этот этап проектирования может быть полностью автоматизирован. Алгоритм выбора ССП представлен на рис. 9.3.
После ввода данных в диалоговом режиме в блоке 3 выполняется расчет коэффициента загрузки приспособления по известным в технологии машиностроения зависимостям. В блоке 4 выбирается ССП, станочные приспособления которой могут обеспечить требуемую точность обработки деталей. В блоке 5 определяется возможность эффективного применения ССП на различных по степени универсальности станках: 1 – универсальных, 2 – автоматах и полуавтоматах, 3 – специализированных, 4 – специальных. В блоке 6 выполняется сравнение габаритных размеров обрабатываемой детали с предельно возможными их значениями для различных ССП на данной операции. При машинной реализации блоков 4, 5 и 6 могут использоваться матричные формы представления массивов информации, соответствующие элементы которых заполняются «0», если данная ССП не удовлетворяет условиям, и «1», если условия удовлетворяются.
Рис.
9.3. Схема алгоритма выбора рациональной
системы станочного приспособления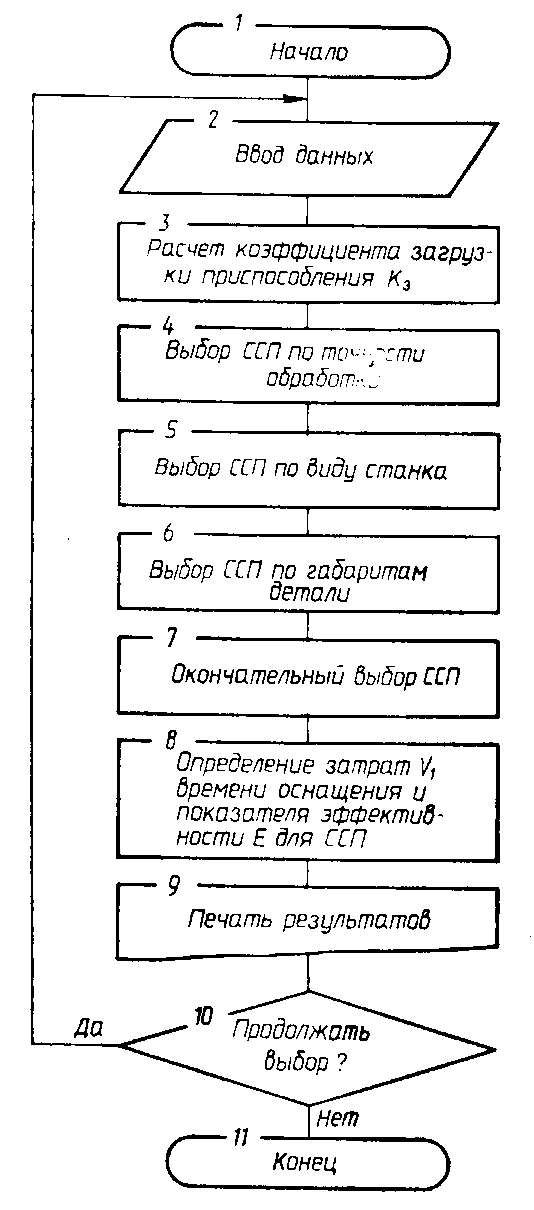
56. Особенности параметрической оптимизации технологических процессов
В условиях многоуровневого выбора решений на различных этапах проектирования ТП первоначально решается вопрос структурной оптимизации. После выбора определенной структуры маршрута обработки, операции, позиции, переходов или различных видов технологической оснастки ставится задача их параметрической оптимизации. Однако в большинстве случаев это сделать трудно из-за отсутствия математических моделей, которые связывают структурные составляющие технологических процессов с некоторой группой параметров, определяющих технико-экономические показатели этих процессов.
Параметрическая оптимизация ТП обычно выполняется после выбора структуры перехода и выражается главным образом в определении оптимальных режимов резания (скорости , подачи s и глубины резания t) с позиций некоторого критерия.
К параметрической оптимизации могут быть также отнесены расчеты:
по выбору оптимальной геометрии режущего инструмента (резцов, сверл, фрез и т.д.);
по выбору точностных, силовых и прочностных параметров станочных приспособлений;
по выбору физико-механических свойств режущих инструментов;
по определению оптимальных значений припусков и допусков на выполняемые размеры.