2.5. Гистограмма
Гистограмма – это инструмент, который позволяет наглядно изобразить и легко выявить структуру и характера изменения полученных данных (оценить распределение), которые трудно заметить при их табличном представлении.
Проведя анализ формы гистограммы и ее положения относительно границ поля допуска можно сделать заключение о качестве продукции, состоянии процесса, диагностировать основные факторы, действующие на процесс.
Следующий этап – Выработка мер по повышению качества путем воздействия на эти самые факторы.
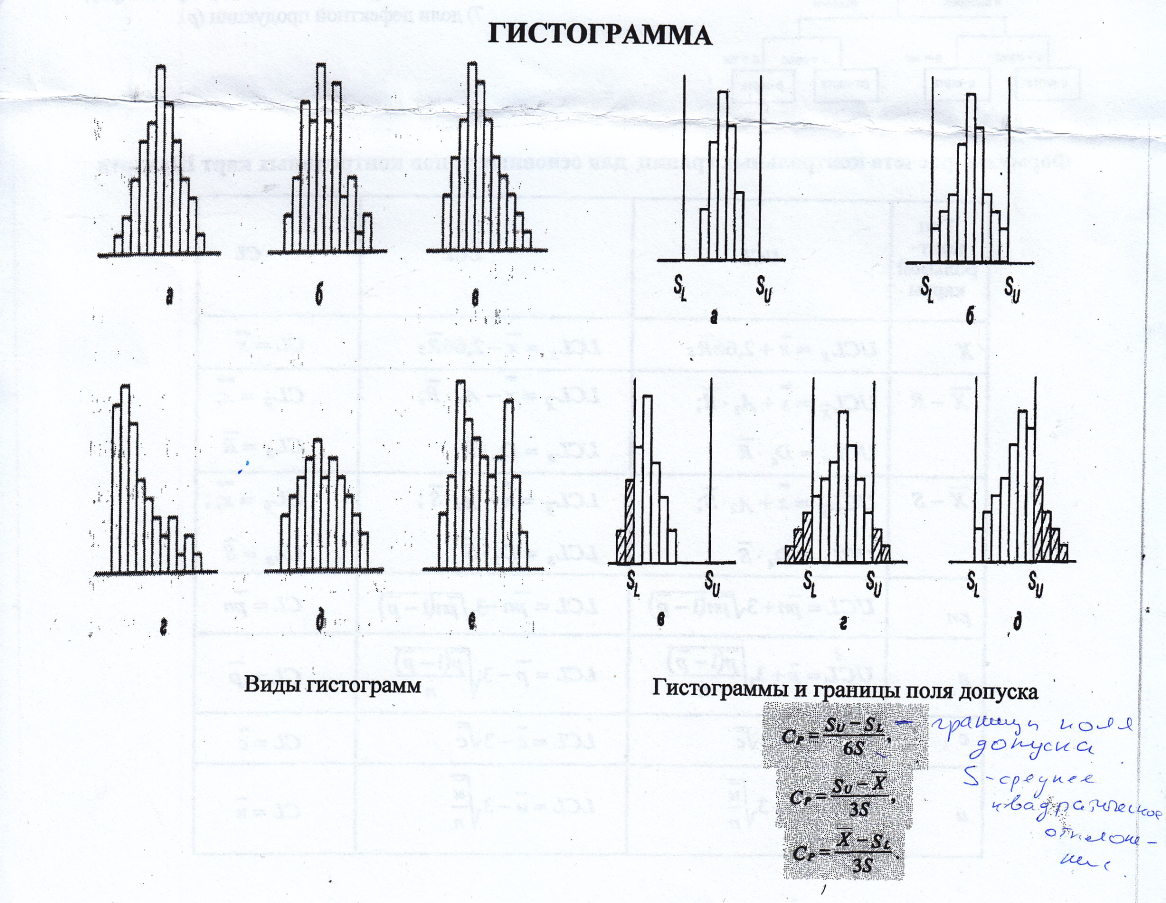
Варианты:
Гистограмма с симметричным распределением, близким к закону нормального распределения. Свидетельствует о преимущественном влиянии случайных факторов.
Гребенка (мультимодальный тип) встречается, когда число единичных наблюдений попадающих в интервал колеблется от интервала к интервалу.
Несимметричное распределение аналогичное распределению Максвела, когда среднее значение параметра локализируется слева или справа, указывает на наличие как случайных, так и факторов систематического характера.
Резкий обрыв распределения слева или справа встречается при 100% контроле из-за плохой воспроизводимости процесса.
Плата похожая на равномерное или прямоугольное распределение свидетельствует о действии нескольких факторов, каждый из которых имеет свое распределение.
Гистограмма бимодального типа встречается, когда смешиваются 2 распределения со значительной разностью средних значений (например, 2 исполнителя, 2 различных станка)
При нанесении на гистограмму верхнего и нижнего значения поля допуска судят о наличии или отсутствии несоответствия, причем для количественного анализа используют коэффициент годности (мощности, технологического процесса (операции)).

Cр>1,67 – допуск значительно шире разброса, несоответствия нет, возможно ослабить требование к сырью, материалам, комплектующим, ослабить контроль, т.е. сэкономить на процессе.
1,67>Ср>1,33 – статистически идеальное состояние процесса.
1,33>Ср>1 – вероятность брака до 0,27% - можно усилить контроль.
1>Ср>0,67 – вероятность брака до 4,56%, слабый контроль требуется разбраковка и модернизация процесса.
0,67>Ср – вероятность несоответствий превышает 5%, необходимо ввести сплошной контроль к разбраковке, выполнить факторный анализ, изучить потребности потребителей на предмет пересмотра требований.
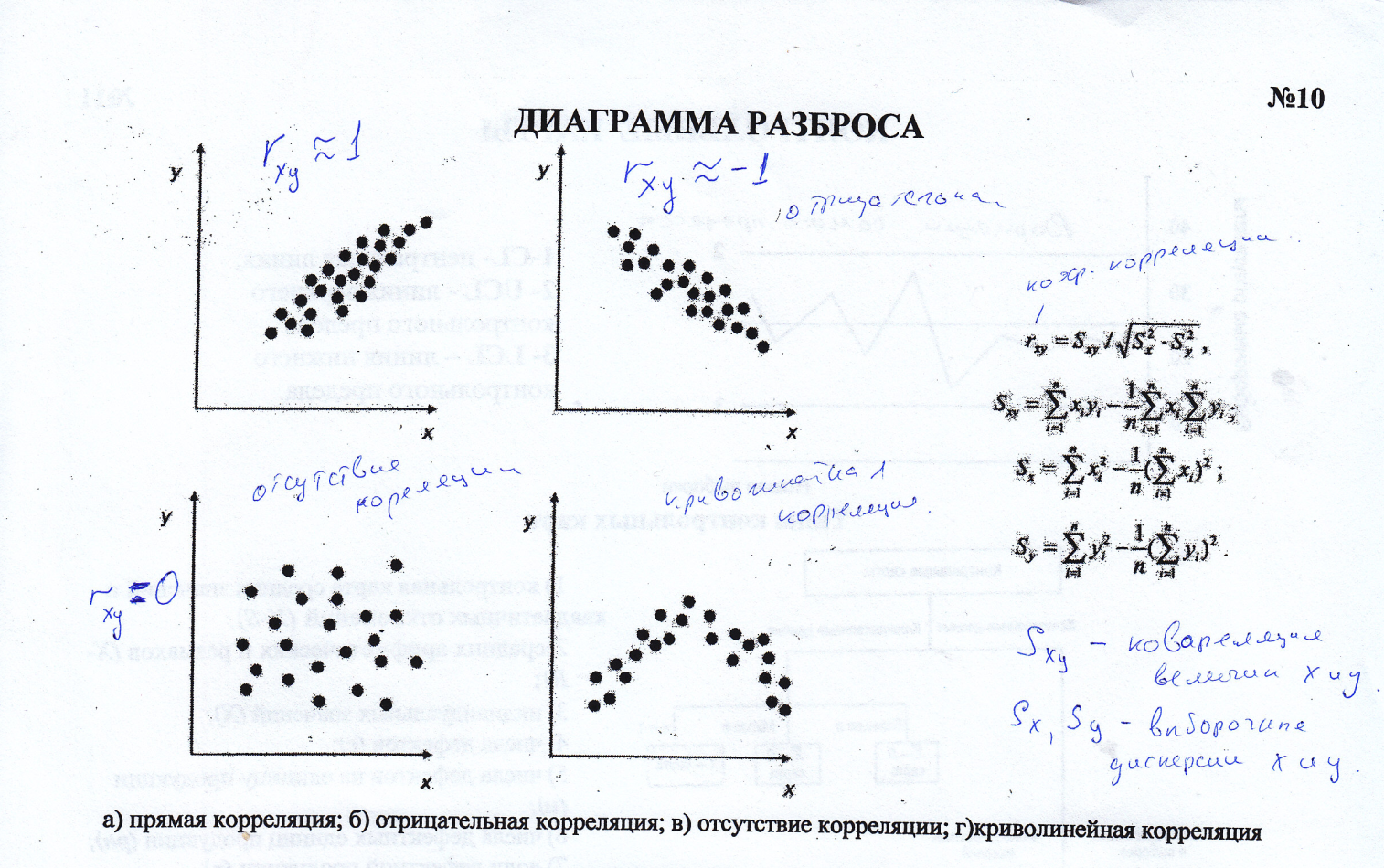
2.6. Диаграмма Разброса
Диаграмма разброса – это инструмент, позволяющий определить вид и силу связи между парами соответствующих переменных.
Диаграмма разбросов (корреляционный анализ) – р/м. №10.
Условием использования коэффициента корреляции является нормальность распределения значений x и y, т.к. сначала все значения x построить вблизи гистограммы и определить нормальность распределения, затем то же самое с y.
rxy – находится в диапазоне от -1 до +1.
При прямой корреляции rxy приблизительно равен 1.
При отрицательной rxy приблизительно равен -1.
При отсутствии корреляции rxy=0.
В технических приложениях допускается считать, что при rxy приблизительно равен 0,5, еще существует взаимосвязь между факторами.
rxy – коэффициент корреляции.