

32)Визуально-оптический вид нк
Физической основой оптических методов контроля является взаимодействие электромагнитного излучения в диапазоне волн от 10-5 до 103 мкм с объектом контроля. Это взаимодействие связано с поглощением, отражением, рассеиванием, дисперсией, поляризацией и другими оптическими эффектами. Методы используются в основном для контроля геометрии микро- и макрообъектов, обнаружения поверхностных дефектов, получения дополнительной информации о структуре материалов и изделий, в том числе материалов, не прозрачных в видимой части спектра. Для этого используют источники ультрафиолетового (УФ) спектра, инфракрасного (ИК) излучения, лазеры.
По виду регистрации изображения различают три группы оптических приборов: визуальные, детекторные и комбинированные. У визуальных приборов приемником является глаз (лупы, микроскопы, эндоскопы, приборы измерения линейных и угловых размеров и др.). Приемниками у детекторных приборов могут служить фотоэмульсии, люминесцирующие вещества, электронные приборы и т. п. Комбинированные приборы пригодны для обзора визуального и с помощью детектора.
Для осмотра участков конструкции, не доступных прямому наблюдению (например, внутренней полости камер сгорания, участков, закрытых близлежащим элементом – нервюрой, балкой и т. п.), применяют технические эндоскопы, бороскопы, перископические дефектоскопы.
В этих устройствах лучи света изменяют свое первоначальное направление. Для осмотра внутренней поверхности относительно коротких полых деталей и закрытых конструкций применяют жесткие эндоскопы специального назначения; цитоскопы (для осмотра полостей диаметром более 8 мм, глубиной до 200 мм), техноэндоскопы (осмотр полостей глубиной более 500 мм), перископические дефектоскопы прямые и коленчатые.
На рис.48 представлена принципиальная схема гибкого эндоскопа. В нем монтируется жгут волокон для передачи изображения и жгут волокон для освещения осматриваемого места. Здесь по кольцевому осветительному световоду 3 проходят лучи света от источника 7 к осматриваемому объекту 6. Изображение передается через линзу 5 к световоду 4 и окуляру 2, а затем наблюдателю 1. В эндоскопе может быть смонтировано устройство для дистанционного управления изгибом жгута, что очень удобно для осмотра внутренних полостей различных конструкций, баллонов, камер сгорания реактивных двигателей и других закрытых полостей, имеющих смотровое отверстие.
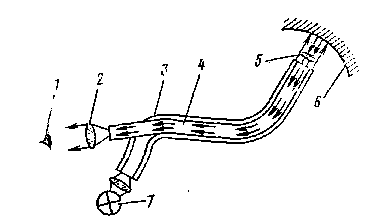
Рис. 48. Принципиальная схема гибкого эндоскопа
Вопрос 33. Магнитный вид нк
Методы магнитного НК основаны на анализе взаимодействия магнитного поля с контролируемым объектом.
С помощью магнитных методов контроля решают следующие диагностические задачи: проверку сплошности материала детали, проверку качества термообработки, исследование структуры материала. Магнитная дефектация используется при контроле качества деталей из сталей и других ферромагнитных материалов.
Известно, что если через проводник пропустить ток, то в пространстве вокруг него возникает магнитное поле, направление которого определяется по правилу буравчика. Магнитное поле возникает также между полюсами электромагнита и в пространстве, окружающем соленоид. Если испытуемую деталь из ферромагнитного сплава поместить в магнитное поле, то в ней возникают магнитные силовые линии. При отсутствии дефектов магнитные линии не искажаются. При наличии несплошности, находящейся на пути магнитного потока, часть магнитных линий выходит из детали и затем снова входит в нее. При ТО и ремонте ВС чаще всего используют следующие виды магнитного контроля (классифицируемые по способу получения первичной информации): магнитопорошковый, магниторезисторный (магнитоферрозондовый), магнитографический. Магнитопорошковый метод (метод магнитных частиц) основан на обнаружении магнитных полей рассеяния с помощью ферромагнитных порошков. Он широко используется на авиаремонтных предприятиях для обнаружения дефектов в виде нарушения сплошности на ферромагнитных деталях как выходящих на поверхность (видимых), так и лежащих на небольшой глубине под поверхностью (до 3 мм в зависимости от характера дефекта, режима и способа контроля). Магнитопорошковым методом наиболее просто определяются закалочные, термические, шлифовочные, усталостные и усадочные трещины, неметаллические включения, ковочные дефекты и т. п. в виде нарушения сплошности с шириной раскрытия 0,001 – 0,03 мм и глубиной 0,01– 0,04 мм.
При контроле используются как обычные или окрашенные, ферромагнитные порошки, так и магнитолюминесцентные – для контроля деталей, имеющих темную, а также блестящую поверхность.
Магнитопорошковый метод включает в себя три основных этапа: намагничивание материала, нанесение магнитных частиц и размагничивание. Применяют три способа намагничивания детали:
1. Циркулярное намагничивание (рис.50, а), когда через деталь или проводник, на который надета испытуемая деталь, пропускают ток. При этом создается магнитное циркулярное поле, плоскость которого перпендикулярна к направлению тока, протекающего по детали или проводнику. Метод удобен при контроле деталей малого диаметра и большой длине с продольными дефектами.

Рис.50. Способы намагничивания деталей:
а – циркулярное: 1 – магнитные силовые линии; 2 – продольная трещина (обнаруживается); 3 – трещина под углом 45° (обнаруживается); 4 – поперечная трещина (не обнаруживается); б – продольное: 1 – поперечная трещина (обнаруживается); 2 – магнитные силовые линии; 3 – соленоид; 4 – трещина под углом 45° (обнаруживается); 5 – продольная трещина (не обнаруживается); в – приложенным магнитным полем: 1– наконечник; 2 – переходной фланец;
3 – магнит; 4 – соединительная штанга; 5 – контролируемая цапфа
2. Продольное намагничивание (рис. 50, б), когда деталь помещают между полюсами электромагнита или в поле соленоида. Метод эффективен при контроле деталей из магнитотвердых материалов.
3. Комбинированное намагничивание (продольное и циркулярное), что позволяет контролировать детали с любой ориентацией дефектов.
Магнитографический метод. Этот метод, как и магнитопорошковый, основан на использовании поля рассеяния. Отличие этого метода состоит в том, что индикация полей рассеяния производится с помощью магнитной ленты, которая намагничивается совместно с диагностируемой деталью. Промышленность выпускает магнитографические дефектоскопы, применяющиеся в основном для контроля сварных швов.