

Теоретико-вероятностный метод (твм)
Теоретико-вероятностный метод (ТВМ) основывается на вероятностных кривых распределения и как результат применяет несколько отличные формулы (здесь приводим без вывода). В представленных зависимостях предусмотрено равновероятностное распределение и коэффициент риска 0.27%.
![]() …………………………(17)
…………………………(17)
 …………………………(18)
…………………………(18)
Значение допуска увязочного размера в ТВМ определяется по зависимости
![]() …………………………(19)
…………………………(19)
Из формул не трудно заметить, что для ТВМ допуски будут шире, чем для МПВ
Метод компенсации
В методе регулирования точность замыкающего звена размерной цепи достигается изменением размера компенсирующего звена без удаления материала с компенсатора.
Подвижные компенсаторы - это устройства или отдельные детали, за счет регулировки которых, достигаемой перемещением или поворотом, обеспечивается требуемый размер замыкающего звена (рис.5).
Неподвижные компенсаторы это, например сменные прокладки, кольца, втулки, шайбы и т.д., устанавливаемые при сборке до достижения требуемой точности замыкающего звена. Рационально готовить наборы компенсаторов одинаковой или ступенчатой толщины (рис.6).
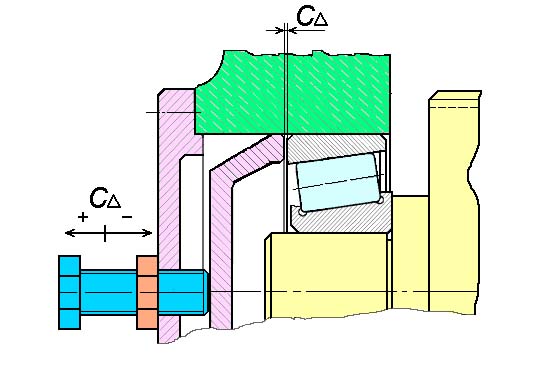
Рис. 5. Подвижный компенсатор
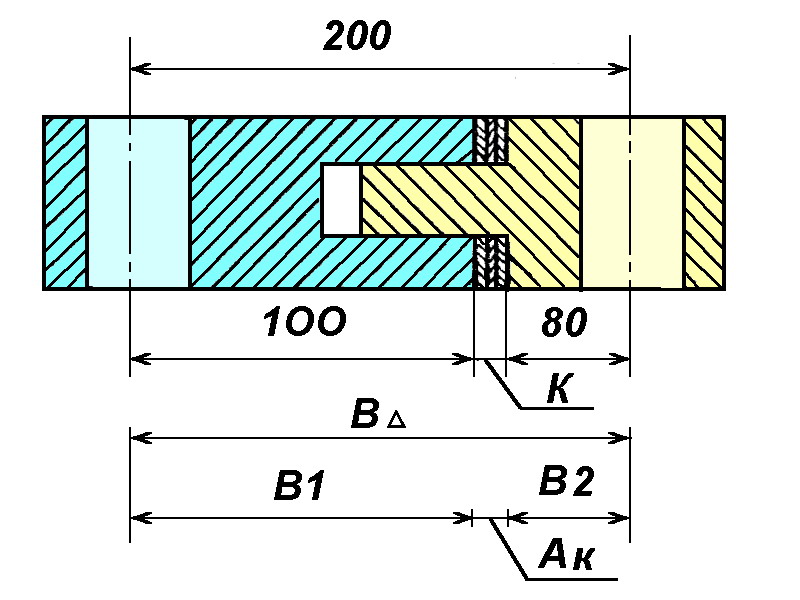
Рис. 6. Неподвижный компенсатор
Подвижные компенсаторы по непрерывности регулирования разделяют на компенсаторы с периодическим регулированием (резьбовые, клиновые, эксцентриковые и др.) и компенсаторы с непрерывным регулированием, как правило, автоматического регулирования технологического процесса. По назначению все типы компенсаторов делят на группы, компенсирующие линейные или угловые размеры. Расчет параметров размерных цепей проводят методом максимума-минимума или вероятностным методом.
К недостаткам метода регулирования относят: неполную взаимозаменяемость, некоторое усложнение конструкции введением конструктивного компенсатора и усложнение сборки из-за необходимости проводить регулировку. Метод нашел широкое применение для многозвенных цепей с высокими требованиями к точности замыкающих звеньев и не столь высоким уровнем точности составляющих звеньев.
Параметры составляющих звеньев размерной цепи при методе регулирования назначают в соответствии с технологически и экономически приемлемыми условиями производства. Требуемая при этом величина компенсации ТАк достигаемая регулированием при помощи рассмотренных выше типов компенсаторов.
Запишем уравнение
![]()
![]()
Приняв технологически и экономически целесообразные расширенные допуски можем получить
![]()
![]()
Введя Ак и ТAк можно обеспечить равенства
![]()
![]()
При теоретико-вероятностном методе
![]()
![]()
Для обеспечения необходимой точности замыкающего звена в методе регулирования размер минимальной ступени компенсаторов не должен превосходить допуска замыкающего звена:
![]()
При равенстве
![]() можно
определить
необходимое
число ступеней компенсации
можно
определить
необходимое
число ступеней компенсации
![]()
Полученное значение N определяет потребное число прокладок с некоторым запасом.
На этапах производства и эксплуатации конструкции возникает необходимость решение обратных задач, когда вычисляют параметры замыкающего звена по известным (заданным) параметрам всех составляющих звеньев размерной цепи. На этапе проектирования обратные задачи решаются с целью проверки правильности решения прямых задач.
В методе пригонки необходимая точность замыкающего звена размерной цепи, получается, посредством удаления с компенсатора некоторого слоя материала, для достижения размера компенсирующего звена. Для этого компенсирующее звено детали компенсатора поступает на сборку с заранее установленным припуском, который удаляется, методами механической обработки для достижения требуемого значения замыкающего звена. Этот метод позволяет установить экономически целесообразные допуски на все составляющие звенья размерной цепи. Однако следует заметить, что применяется он только в индивидуальном и мелкосерийном производстве. К недостаткам метода относят удорожание сборки и повышенную трудоемкость сборочных работ, а также усложнение планирования и снабжения изделия запасными частями.
Для усвоения теоретических зависимостей попробуем решить размерную цепь простого узла различными методами.