

2. Требования к оборудованию, переводимому на техническое диагностирование.
В соответствии с ГОСТ 26656—85 и ГОСТ 2.103—68 при переводе оборудования на стратегию ремонта по техническому состоянию в первую очередь решается вопрос о его приспособленности для установки на нем средств ТД.
О приспособленности находящегося в эксплуатации оборудования к ТД судят по соблюдению показателей надежности и наличию мест для установки диагностической аппаратуры (датчиков, приборов, монтажных схем).
Далее определяют перечень оборудования, подлежащего ТД, по степени его влияния на мощностные (производственные) показатели производства по выпуску продукции, а также на основе результатов выявления «узких мест» по надежности в технологических процессах. К этому оборудованию, как правило, предъявляются повышенные требования надежности.
В соответствии с ГОСТ 27518—87 конструкция оборудования должна быть приспособлена для ТД.
Для обеспечения приспособленности оборудования к ТД его конструкция должна предусматривать:
- возможность доступа к контрольным точкам путем вскрытия технологических крышек и люков;
- наличие установочных баз (площадок) для установки виброметров;
- возможность подключения и размещения в закрытых жидкостных системах средств ТД (манометров, расходометров, гидротесторов в жидкостных системах) и подключение их к контрольным точкам;
- возможность многократного присоединения и отсоединения средств ТД без повреждения устройств сопряжения и самого оборудования в результате нарушения герметичности, загрязнения, попадания посторонних предметов во внутренние полости и т. д.
Перечень работ по обеспечению приспособленности оборудования к ТД приводится в техническом задании на модернизацию переводимого на ТД оборудования.
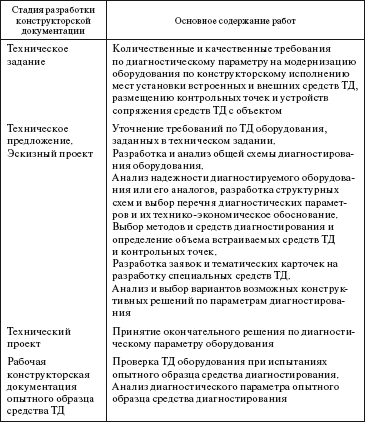
После определения перечня оборудования, переводимого на ремонт по техническому состоянию, подготавливается исполнительная техническая документация по разработке и внедрению средств ТД и необходимой модернизации оборудования. Перечень и очередность разработки исполнительной документации приведены в табл. 1.
3. Выбор диагностических параметров и методов технического диагностирования.
Рекомендуется следующая последовательность и методика проведения работ по оснащению оборудования средствами ТД.
Прежде всего, определяются параметры, подлежащие постоянному или периодическому контролю для проверки алгоритма функционирования и обеспечения оптимальных режимов работы (технического состояния) оборудования.
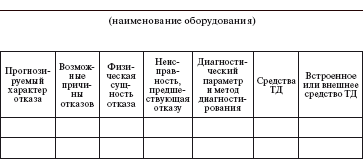
По всем агрегатам и узлам оборудования составляется перечень возможных отказов. Предварительно проводится сбор данных об отказах оборудования, оснащаемого средствами ТД, или его аналогов. Анализируется механизм возникновения и развития каждого отказа и намечаются диагностические параметры, контроль которых, плановое техническое обслуживание и текущий ремонт могут предотвратить отказ. Анализ отказов рекомендуется проводить по форме, представленной в табл. 2.
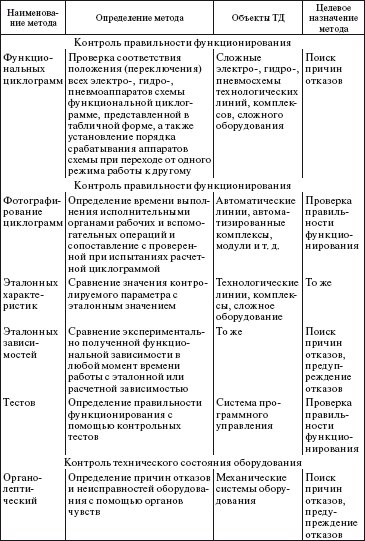
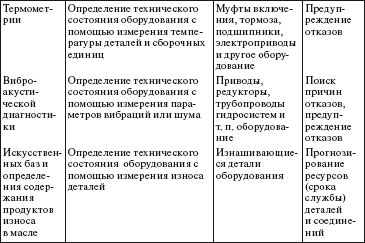
По всем отказам намечаются диагностические параметры, контроль которых поможет оперативно отыскать причину отказа, и метод ТД (см. табл.3).
Определяется номенклатура деталей, износ которых приводит к отказу.
На практике получили распространение диагностические признаки (параметры), которые можно разделить на три группы:
1) Параметры рабочих процессов
(динамика изменения давления, усилия, энергии), непосредственно характеризующие техническое состояние оборудования;
2) Параметры сопутствующих процессов или явлений
(тепловое поле, шумы, вибрации и др.), косвенно характеризующие техническое состояние;
3) Параметры структурные
(зазоры в сопряжениях, износ деталей и др.), непосредственно характеризующие состояние конструктивных элементов оборудования.
Исследуется возможность сокращения числа контролируемых параметров за счет применения обобщенных (комплексных) параметров.
Для удобства и наглядности методов и средств ТД разрабатываются функциональные схемы контроля параметров технологических процессов и технического состояния оборудования.
При выборе методов ТД учитывают следующие основные критерии оценки его качества:
- экономическая эффективность процесса ТД;
- достоверность ТД;
- наличие выпускаемых датчиков и приборов;
- универсальность методов и средств ТД.
По результатам анализа отказов оборудования разрабатываются мероприятия по повышению надежности оборудования, в том числе разработка средств ТД.