3. Признаки износа.
Об износе деталей машины или станка можно судить по характеру их работы. В машинах, имеющих коленчатые валы с шатунами (двигатели внутреннего сгорания и паровые, компрессоры, эксцентриковые прессы, насосы и др.), появление износа определяют по глухому стуку в местах сопряжений деталей (он тем сильнее, чем больше износ).
Шум в зубчатых передачах — признак износа профиля зубьев. Глухие и резкие толчки ощущаются каждый раз, когда меняется направление вращения или прямолинейного движения в случаях износа деталей шпоночных и шлицевых соединений.
Следы дробления на обтачиваемом валике, установленном в коническом отверстии шпинделя, свидетельствует об увеличении зазора между шейками шпинделя и его подшипниками вследствие их износа. Если обрабатываемая на токарном станке заготовка получается конической, значит изношены подшипники шпинделя (главным образом передний) и направляющие станины. Увеличение мертвого хода, укрепленных на винтах рукояток сверх допустимого — свидетельство износа резьбы винтов и гаек.
Об износе деталей машин часто судят по появившимся на них царапинам, бороздкам и забоинам, а также по изменению их формы. В некоторых случаях проверку осуществляют с помощью молотка: дребезжащий звук при обстукивании детали молотком свидетельствует о наличии в ней значительных трещин.
О работе сборочных единиц с подшипниками качения можно судить по характеру издаваемого ими шума. Лучше всего выполнять такую проверку специальным прибором — стетоскопом.
Работу подшипника можно проверять и по нагреву, определяемому на ощупь наружной стороной кисти руки, которая безболезненно выдерживает температуру до 60 °С.
Тугое проворачивание вала свидетельствует об отсутствии соосности между ним и подшипником или о чрезмерно тугой посадке подшипника на валу или в корпусе и т.д.
4. Способы обнаружения дефектов и восстановления деталей.
Большинство крупных и средних механических дефектов обнаруживают при внешнем осмотре. Для обнаружения мелких трещин можно использовать различные методы дефектоскопии. Наиболее простые капиллярные методы. Если, например, опустить деталь на 15-30 мин в керосин, то при наличии трещин жидкость проникает в них. После тщательной протирки, поверхности детали покрывают тонким слоем мела; мел поглощает керосин из трещин, в результате чего на поверхности появляются темные полосы, указывающие местонахождение дефекта.
Для более точного обнаружения трещин применяют жидкости, которые светятся при облучении ультрафиолетовыми лучами (капиллярный люминесцентный метод). Такой жидкостью является, например, смесь из 5 частей керосина, 2,5 частей трансформаторного масла и 2,5 частей бензина. Деталь погружают на 10-15 мин в жидкость, затем промывают и просушивают, после чего облучают ультрафиолетовыми лучами (ртутно-кварцевой лампой). В местах трещин появляется светло-зеленое свечение.
Трещины обнаруживают также методами магнитной дефектоскопии. Деталь намагничивают и смачивают магнитной суспензией (порошок окиси железа, размешанный в масле, керосине или водно!-мыльном растворе). В местах трещин образуются скопления порошка (рис. 4, а).
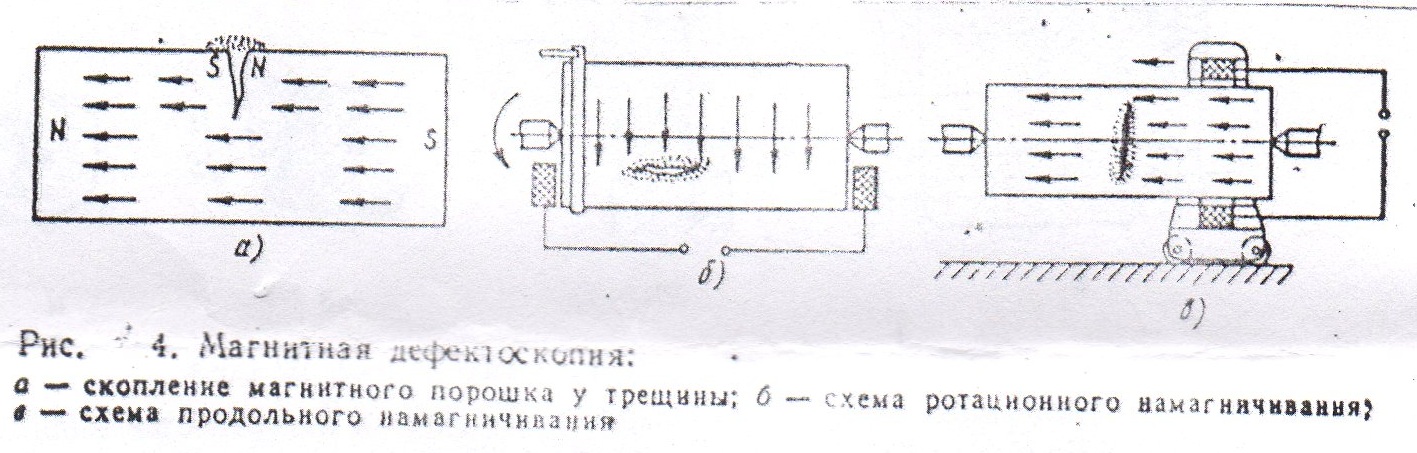
Продольные трещины обнаруживают при прохождении магнитных линий по окружности детали (рис. 4, б), а поперечные трещины - при продольном намагничивании (рис.4, в).
Дефекты, расположенные внутри материала, обнаруживают рентгеноскопическим методом. Рентгеновские лучи, проходя через проверяемую деталь, попадают на чувствительную пленку, на которой пустоты проявляются как более темные пятна, а плотные инородные включения - как более светлые пятна.
В настоящее время распространен ультразвуковой метод обнаружения трещин и других скрытых дефектов. К исследуемой детали прикладывают ультразвуковой зонд, основной частью которого является кристаллический генератор механических колебаний высокой частоты (0,5-10 МГц). Эти колебания, проходя через материал детали, отражаются от внутренних границ (внутренних трещин, поверхностей разрыва, раковин и т. д.) и попадают обратно в зонд. Прибор регистрирует время запаздывания отраженных волн относительно излученных. Чем больше это время, тем больше глубина, на которой расположен дефект.
Восстановление деталей и механизмов станков осуществляют следующими методами. Обработка резанием - метод ремонтных размеров - применяют для восстановления точности направляющих станков, изношенных отверстий или шеек различных деталей, резьбы ходовых винтов и др.
Ремонтным называют размер, до которого обрабатывают изношенную поверхность при восстановлении детали. Различают свободные и регламентированные размеры.
Сваркой исправляют детали с изломами, трещинами, сколами.
Наплавка является разновидностью сварки и заключается в том, что на изношенный участок наплавляют присадочный материал, более износостойкий, чем материал основной детали.
Широкое распространение получил способ восстановления деталей из чугуна методом сварка - пайка латунной проволокой и прутками из медно-цинковых оловянных сплавов. Этот способ не требует нагрева свариваемых кромок до расплавления, а лишь до температуры плавления припоя.
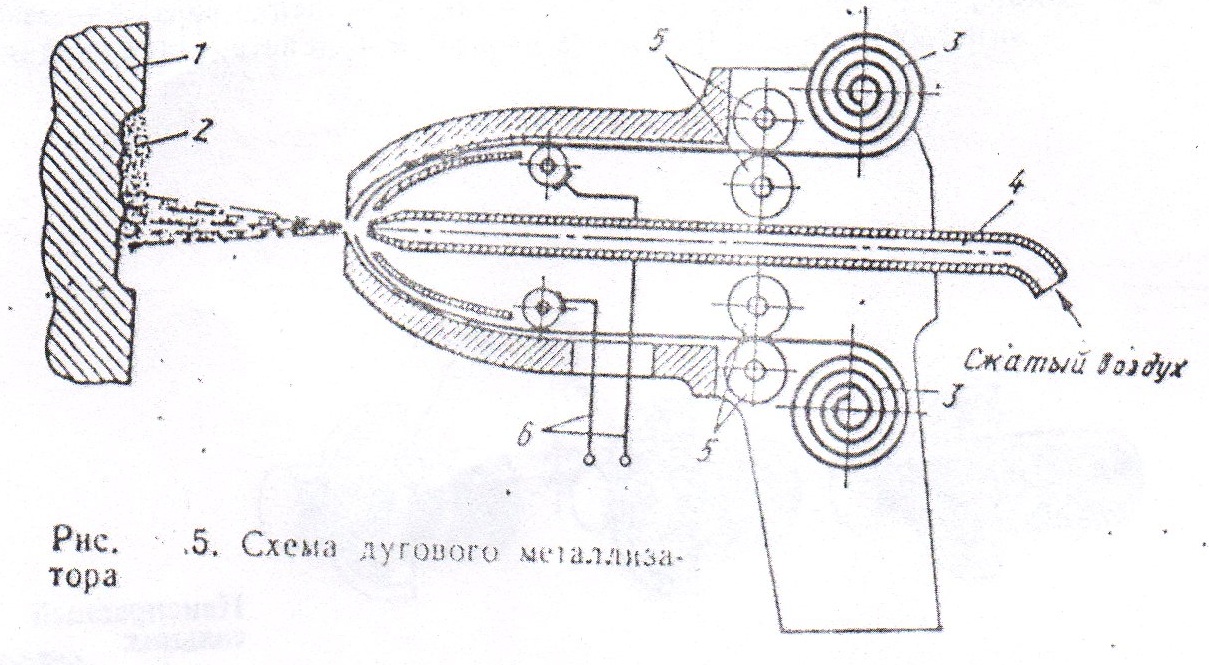
Металлизация заключается в расплавлении металла и распылении его струей сжатого воздуха на мелкие частицы, которые внедряются в неровности поверхности, сцепляясь с ними. Металлизацией может быть наращен слой от 0,03 до 10 мм и выше.
Металлизационные установки могут быть газовые (металл плавится в пламени газовой горелки) и дуговые (схема которого показана на рис.5).
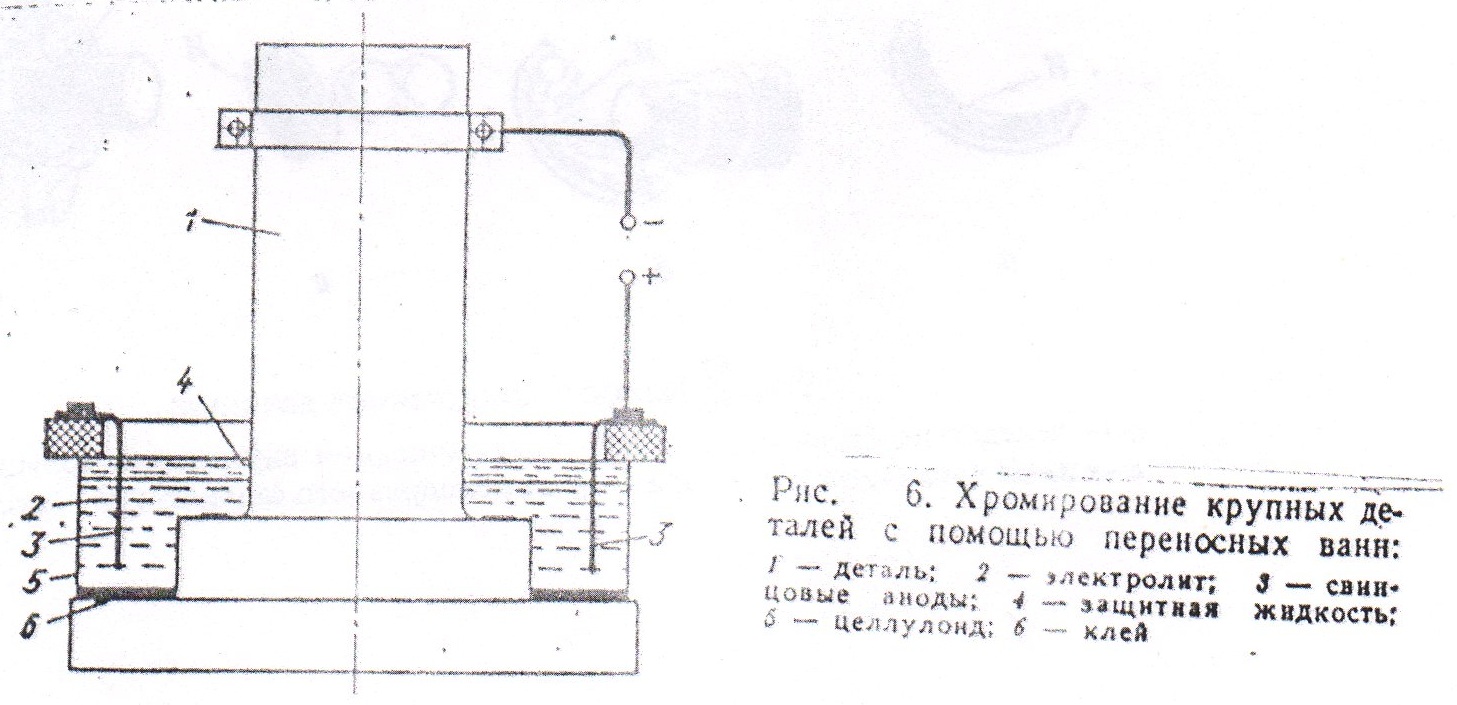
Хромирование представляет собой процесс восстановления изношенной поверхности детали осаждением хрома электролитическим путем(рис.6), толщина хромирования до 0.1 мм.
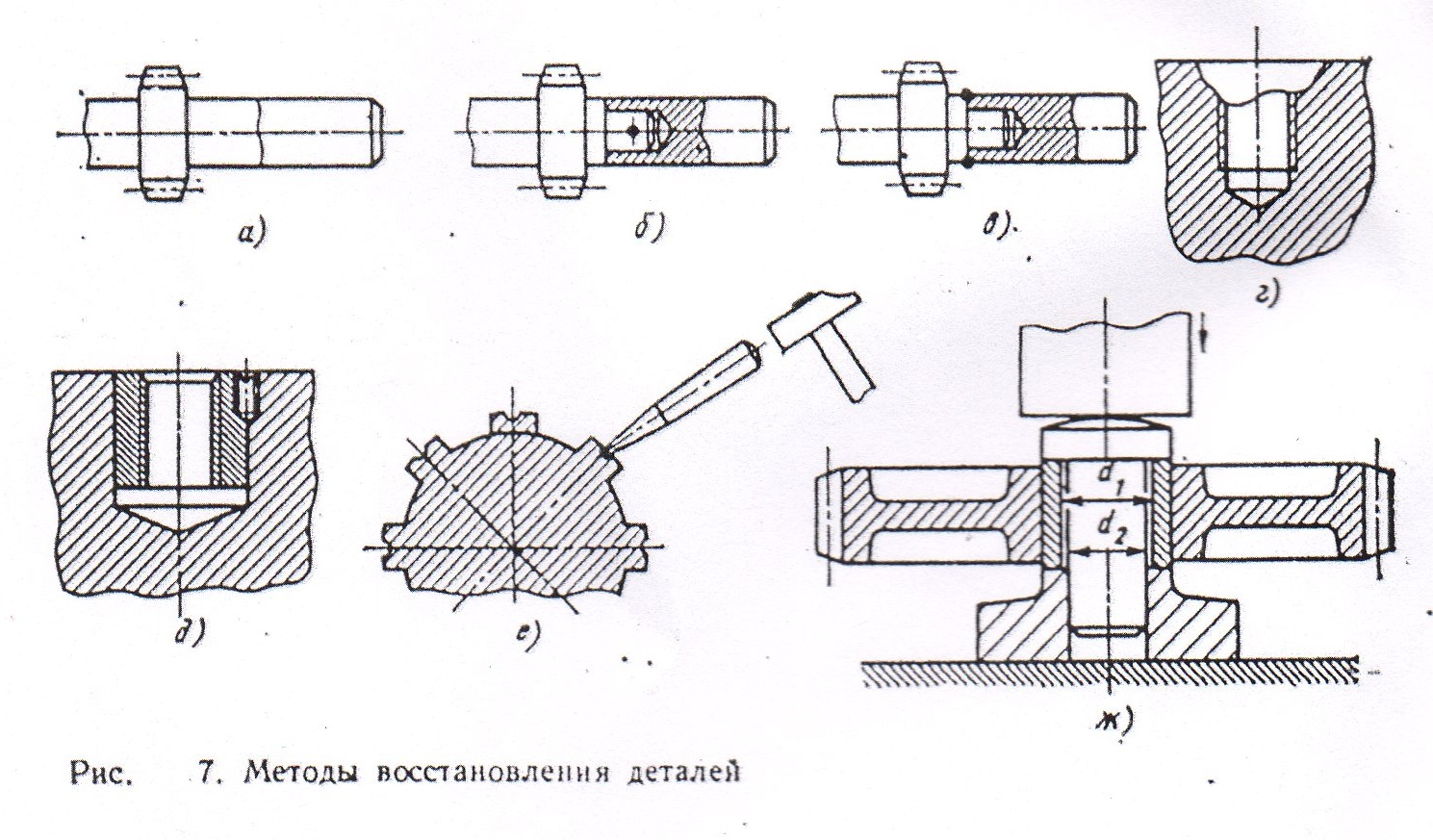
Все многообразие методов ремонта наглядно представлено на рис.7.