

Лабораторна робота 3 Вивчення конструкції та технологічних можливостей верстатів фрезерної групи
3.1 Мета роботи
Метою лабораторної роботи є вивчення типової конструкції універсального вертикально-фрезерного верстата та основних його технологічних можливостей.
3.2 Загальні положення
Універсальний вертикально-фрезерний верстат має таку типову конструкцію (див. рисунок 3.1).
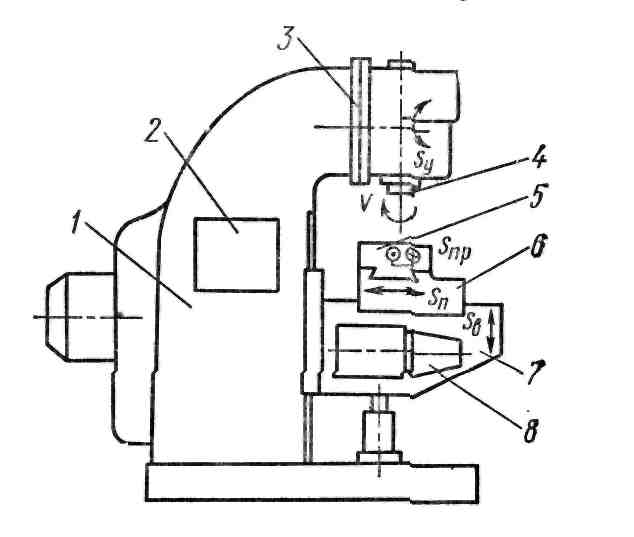
Рисунок 3.1 – Типова конструкція вертикально-фрезерного верстата:
1 - станина; 2 – коробка швидкостей; 3 - шпиндельна головка; 4 - шпиндель; 5 - стіл; б - полозки; 7 – консоль; 8 – коробка подач
Технологічні можливості верстатів фрезерної групи дозволяють виконувати множину різноманітних технологічних переходів, які реалізують способи обробки горизонтальних, вертикальних та таких, що знаходяться під кутом до стола, площин, різноманітних пазів, у тому числі шпонкових, а також фасонних поверхонь (див. рисунок 3.2).
Для підвищення продуктивності праці на верстатах передбачено прискорений хід стола, який включається за допомогою спеціальної рукоятки.
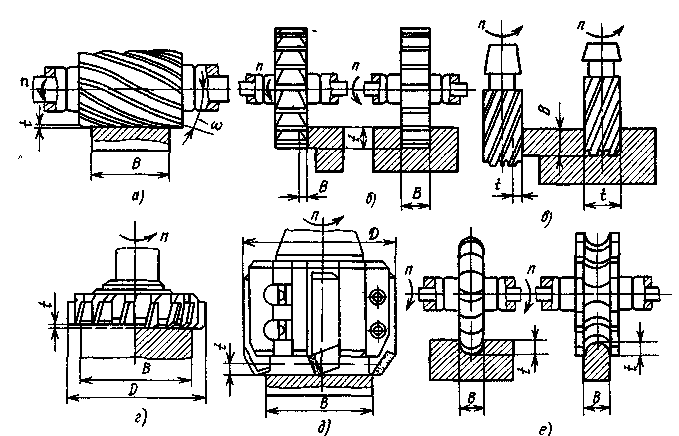
Рисунок 3.2 – Деякі технологічні фрезерні переходи:
а) - фрезерування площини циліндричною фрезою;
б) - фрезерування площин та паза дисковою фрезою;
в) - фрезерування площин та паза кінцевою фрезою;
г,д) - фрезерування площин торцевою фрезою;
е) - фрезерування фасонними фрезами
Різальними інструментами є багатолезові торцеві, циліндричні, шпонкові, фасонні фрези і тому подібні інструменти. Вони встановлюються з використанням спеціальних оправок, цангових патронів та ін.
Для встановлення заготовок на верстатах фрезерної групи використовують лещата як з ручним, так і з механізованим приводом затиску, призми, обертальні столи, ділильні головки, а також пристрої спеціального призначення.
Обробка на верстатах фрезерної групи реалізується при обертанні інструменту (головний рух - швидкість різання) та поступального переміщення заготовки (рух подачі).
Параметри режимів різання встановлюють шляхом переключення спеціальних ручок, що керують переміщенням зубчастих коліс коробок швидкості та подачі.
На відміну від раніше розглянутих верстатів на верстатах фрезерної групи подача визначається при розрахунках і зазначається на лімбах верстата у мм/хв (Sхв).
Sхв = Sz Z n,
де Sz – подача на зуб фрези, мм/зуб; Z – кількість зубів фрези; n – частота обертання фрези, об/хв.
3.3 Обладнання, інструменти, матеріали
Вертикально-фрезерний верстат 6Р13.
Лещата машинні.
Фреза торцева діаметром Ø125 – Ø200мм.
Зразки шорсткості поверхні при фрезеруванні.
Заготовка сталева листова (сталь 20 - 45).
3.4 Порядок виконання роботи:
- ознайомитися з конструкцією верстата, органами його керування, конструкцією машинних лещат, торцевої фрези, допоміжними та вимірювальними інструментами;
- встановити та закріпити заготовку для обробки;
- визначити розрахункову частоту обертання шпинделя (фрези) – nр для швидкості різання V=80 м/хв за формулою
nр = 1000V / πD,
де D – діаметр фрези.
Скоригувати отримане значення nр згідно із частотами обертання шпинделя верстата nпр (прийняте значення);
- визначити дійсну швидкість різання, м/хв за формулою
Vд = πDnпр/1000,
де nпр – прийнята частота обертання фрези, об/хв;
- визначити розрахункову хвилинну подачу Sхвр:
Sхвр = Sz Z nпр,
де Sz – задана подача на зуб - Sz= 0,1 мм/зуб;
- скоригувати отримане значення Sхв згідно із можливостями верстата Sхвпр (прийняте значення) та визначити дійсну подачу на зуб Szд = Sхвпр / Z nпр Z nпр ;
- встановити за допомогою рукояток необхідну частоту обертання шпинделя та подачу;
- включити верстат;
- фрезерувати площину заготовки;
- виключити верстат;
- визначити шорсткість обробленої поверхні;
- скласти звіт про роботу.
Таблиця 3.1 – Режими різання при фрезеруванні
Вихідні дані |
|||||
Діаметр фрези D, мм |
Кількість зубів фрези Z |
Задана швидкість різання V, м/хв |
Задана подача на зуб Sz, мм/зуб |
||
200 |
14 |
80 |
0,1 |
||
Розрахункові дані швидкості різання |
|||||
nр , об/хв |
nпр , об/хв |
Vд, м/хв |
|||
127,4 |
120 |
75,36 |
|||
Розрахункові дані подачі |
|||||
Sхвр |
Sхвпр |
Szд |
|||
168 |
160 |
0,095 |
|||
Шорсткість поверхні Ra |
|||||
3,2 |
|||||