

Міністерство освіти і науки, молоді та спорту України
Сумський Державний Університет
Комплект лабораторних робіт
З дисципліни «Технологічні основи машинобудування»
Виконав Коваленко Д. В.
Група ТМзт-92с
Перевірив Міненко Д. О.
Суми 2012
Лабораторна робота 1 Вивчення конструкції та технологічних можливостей вертикально-свердлильного верстата
1.1 Мета роботи
Метою лабораторної роботи є вивчення типової конструкції вертикально-свердлильного верстата та основних його технологічних можливостей.
1.2 Загальні положення
Універсальні вертикально-свердлильні верстати належать до верстатів свердлильно-розточувальної групи.
Типова конструкція такого верстата показана на рисунку 1.1.

Рисунок 1.1 – Типова конструкція вертикально-свердлильного верстата:
1 – фундаментна плита; 2 - колона; 3 – стіл; 4 – кронштейн;
5 – коробка подач; 6 – коробка швидкостей
Технологічні можливості верстатів свердлильно-розточувальної групи дозволяють виконувати множину різноманітних технологічних переходів, які реалізують способи обробки отворів, а також обробку площин у вигляді торців отворів, наприклад, цекування.
До множини таких переходів входять (див. рисунок 1.2):
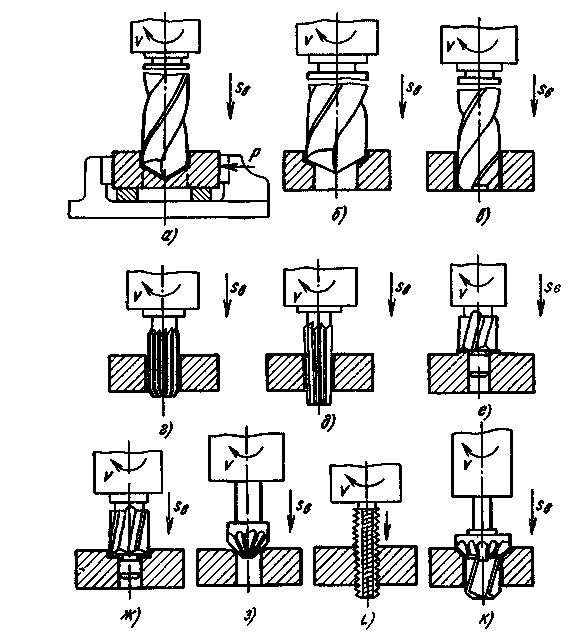
Рисунок 1.2 – Типові переходи, що виконують на верстатах свердлильно-розточувальної групи:
а) –свердлення; б) – розсвердлювання; в) –зенкерування;
г, д) - розвертання отворів; е, ж) – цекування; з) – зенкування;
L) - нарізання різі; к) обробка комбінованим інструментом
Заготовки типу плит, втулок, дисків, шківів встановлюють у машинних лещатах, патронах різної конструкції (дво-,три-, чотирикулачкових), типу вал - у призмах. Також можуть використовуватися і спеціальні пристрої (кондуктори).
Різальними інструментами є свердла різних конструкцій, у тому числі комбіновані (наприклад, свердло-зенковка рис1.2к), а також зенкери, розвертки, цековки, зенківки та ін.
Різальний інструмент встановлюють у шпиндель верстата. За необхідності для цього використовують допоміжні інструменти, наприклад, свердлильні патрони, перехідні втулки Морзе.
Обробка на верстатах свердлильно-розточувальної групи реалізується при обертанні інструменту (головний рух - швидкість різання) та поступального переміщення (рух подачі) різального інструменту або стола з заготовкою, або одночасно і того, і іншого. Параметри режимів різання встановлюють шляхом переключення спеціальних ручок, що керують переміщенням зубчастих коліс коробок швидкості та подачі.
1.3 Обладнання, інструменти, матеріали
Вертикально-свердлильний верстат моделі 2А135.
Свердла діаметром Ø15 - 20 та Ø25 - 30 мм з конусом Морзе № 2.
Лещата машинні.
Перехідна втулка з конуса Морзе №2 на Морзе № 4.
Клин для видалення свердла зі шпинделя та молоток;
Штангенциркуль ШЦ –I-125-0,1 ГОСТ 166-89.
Заготовка сталева (сталь 20 - 45) розміром 100х100х20мм.
1.4 Порядок виконання роботи
- ознайомитися із загальними положеннями лабораторної роботи та законспектувати їх;
- ознайомитися з конструкцією верстата, органами його керування, конструкцією лещат машинних, різальними, допоміжними та вимірювальними інструментами;
- встановити за допомогою перехідної втулки свердло у шпиндель верстата;
- встановити та закріпити заготовку для обробки;
- встановити за допомогою рукояток необхідну частоту обертання шпинделя та подачу;
- включити верстат та просвердлити отвір наскрізь;
- виключити верстат та вийняти свердло зі шпинделя з використання клина та молотка;
- встановити у шпиндель свердло більшого діаметра;
- включити верстат та обробити фаску у просвердленому отворі (зенкувати отвір);
- виключити верстат та вийняти свердло зі шпинделя з використання клина та молотка;
- заміряти та записати дійсні розміри діаметра отвору після обробки та порівняти його з діаметром свердла;
- скласти звіт про роботу.
Таблиця 1.1 - Режими обробки заготовки
Перехід |
Різальний інструмент |
Режими обробки заготовки |
|||
|
|
t, мм |
n, об/хв |
S, мм/об |
V, м/хв |
Свердлити отвір D14 |
Свердло D14 |
7 |
250 |
0,2 |
10,99 |
Зенкерувати отвір D15 |
Свердло D15 |
0,5 |
250 |
0,3 |
11,78 |